




Установка для графитирования электродов при 2800°C
Графитирование электродов – это сложный и критически важный процесс в металлургии, особенно при производстве электродов для дуговых электрометаллургических процессов (ЭЭМ). Сохранение высокого качества графитового покрытия является залогом долговечности и эффективности электрода, что напрямую влияет на качество получаемого металла. Использование установки для графитирования электродов при 2800°C требует строгого соблюдения технологии и точного контроля параметров, ведь даже небольшие отклонения могут привести к серьезным дефектам.
Что такое графитирование и зачем оно нужно?
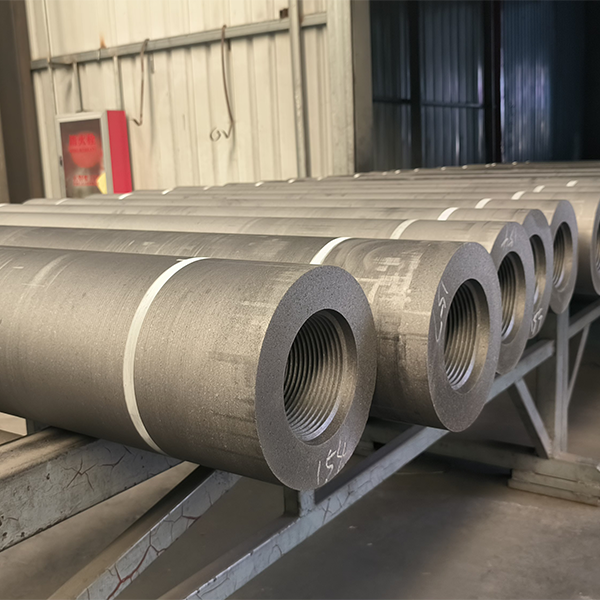
Прежде чем говорить об установках, стоит кратко напомнить о самом процессе. Графитирование – это процесс осаждения графита на поверхность металлических электродов. Он необходим для защиты металла электрода от окисления в условиях высокой температуры и электрического тока. Графит действует как теплоотводящий и химически инертный слой, продлевая срок службы электрода. Без качественного графитового покрытия электроды быстро разрушатся, что приведет к дорогостоящим простоям и снижению производительности.
Процесс происходит при температурах, как правило, выше 2000°C, а для некоторых сплавов и при 2800°C и выше. Выбор метода графитирования зависит от типа электрода, используемого сплава и требований к качеству графитового покрытия. Существуют различные методы: продувка графитом, термическое графитирование, а также графитирование в плавящейся среде.
Основные типы установок для графитирования
На рынке представлено несколько типов установок для графитирования электродов при 2800°C. Выбор конкретного типа зависит от масштаба производства, типа электродов и необходимой точности контроля. Давайте рассмотрим наиболее распространенные:
Трубчатые печи
Это наиболее распространенный тип установок. Они представляют собой металлические трубы, футерованные огнеупорным материалом, в которых создается атмосфера, благоприятная для графитирования. Температура в печи регулируется с помощью нагревательных элементов. Трубчатые печи хорошо подходят для графитирования больших партий электродов. Пример: В АО Хэбэй Жуйтун Углерод (АО Хэбэй Жуйтун Углерод) используют трубчатые печи с автоматизированной системой управления температурой для производства высококачественных графитовых покрытий. АО Хэбэй Жуйтун Углерод является одним из ведущих производителей графитовых электродов в России и предлагает широкий спектр услуг по графитированию.
Камерные печи
Камерные печи отличаются от трубчатых тем, что имеют замкнутый объем. Это позволяет более точно контролировать состав атмосферы и температуру внутри печи. Камерные печи используются для графитирования электродов, требующих особого контроля качества.
Автоматизированные установки
Современные установки для графитирования электродов при 2800°C часто оснащены автоматизированными системами управления. Это позволяет точно контролировать температуру, давление, состав атмосферы и другие параметры процесса, обеспечивая стабильное качество графитового покрытия. Автоматизация также снижает риск ошибок, связанных с человеческим фактором.
Ключевые параметры процесса графитирования
Чтобы графитирование прошло успешно, необходимо тщательно контролировать ряд параметров:
- Температура: Как мы уже говорили, температура является критическим параметром. Для большинства сплавов оптимальная температура для графитирования составляет 2800°C и выше. Недостаточная температура может привести к неполному осаждению графита, а избыточная – к образованию дефектов в графитовом покрытии.
- Состав атмосферы: Атмосфера внутри печи должна быть инертной, чтобы предотвратить окисление электродов и графита. Обычно используется атмосфера аргона или азота.
- Скорость подачи графита: Скорость подачи графита должна быть достаточной для обеспечения равномерного покрытия электродов.
- Давление: Давление внутри печи также влияет на качество графитового покрытия. Обычно используется давление близкое к атмосферному.
- Время графитирования: Время графитирования зависит от типа электрода, используемого сплава и необходимой толщины графитового покрытия.
Оборудование и материалы
Помимо самой установки, для графитирования электродов необходимы различные вспомогательные устройства и материалы:
- Графит: Используется в виде порошка или гранул. Важно выбирать графит с высокой чистотой и однородным размером частиц. АО Хэбэй Жуйтун Углерод предлагает широкий ассортимент графитовых материалов для различных применений.
- Нагревательные элементы: Могут быть электрическими, газовыми или комбинированными.
- Система подачи газов: Обеспечивает подачу и контроль состава атмосферы внутри печи.
- Система контроля температуры: Обеспечивает точное измерение и регулирование температуры.
- Огнеупорные материалы: Используются для футеровки печи и защиты от высоких температур. Сюда относятся различные виды шамотов, огнеупорного кирпича и керамических материалов.
Проблемы и пути их решения
В процессе графитирования могут возникать различные проблемы. Например:
- Неравномерное графитирование: Может быть вызвано неравномерным распределением графита или неравномерным распределением температуры внутри печи. Решение: оптимизация системы подачи графита и улучшение системы терморегулирования.
- Образование трещин в графитовом покрытии: Может быть вызвано слишком высокой температурой или слишком быстрым охлаждением. Решение: снижение температуры и увеличение времени охлаждения.
- Окисление электродов: Может быть вызвано неинертной атмосферой. Решение: использование инертной атмосферы аргона или азота.
Техника безопасности
Работа с установкой для графитирования электродов при 2800°C сопряжена с рядом рисков. Необходимо строго соблюдать правила техники безопасности:
- Использовать защитные очки и перчатки.
- Соблюдать правила работы с электрическим оборудованием.
- Не допускать попадания влаги в печь.
- Обеспечить хорошую вентиляцию помещения.
Соответствующая продукция
Соответствующая продукция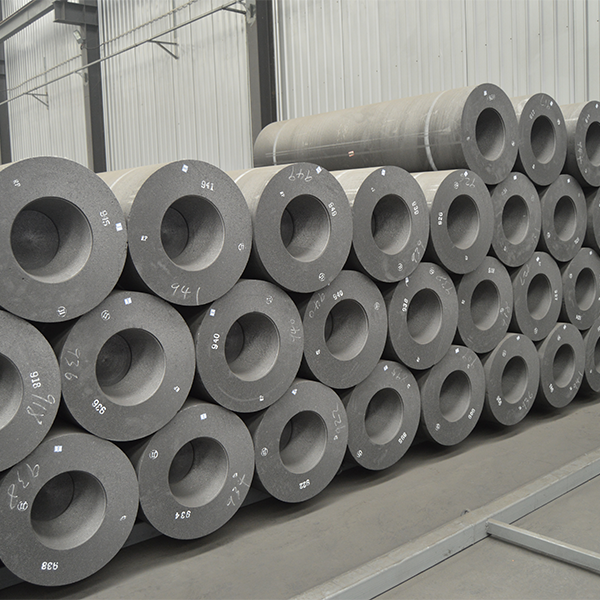






Самые продаваемые продукты
Самые продаваемые продукты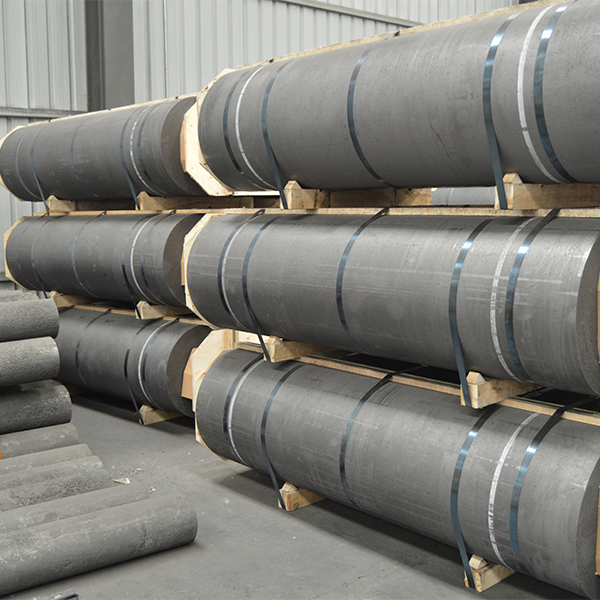








Связанный поиск
Связанный поиск- углеродные электроды RP
- Производители графитовых электродов RP
- Производители графитовых электродов для экспорта
- Завод графитовых электродов
- Графитовые брикеты
- Поставщики электродов из кальцинированного графита
- электрод для EAF
- Производитель электродов из нефтяного игольчатого кокса
- Цена на графитовый тигель для выплавки цветных металлов
- Основные покупатели экономичных графитированных электродов