





Продукция





-

Графитовый электрод HP 550мм
-

Графитовый электрод RP 500мм
-
Графитовая пластина
-

Графитовый электрод HP 600мм
-

Графитовый электрод UHP
-

Графитовый электрод HP 450мм
-
Графитовые стержни
-
Графитовый электрод UHP 550мм
-

Графитовый электрод UHP 450мм
-

Графитовый электродный ниппель
-

Графитовый электрод RP 450мм
-

Графитовый электрод HP 400мм
-

Графитовый электрод HP
-
Графитовый электрод RP 300мм
-

Графитовый электрод RP 400мм
-

Графитовый электрод RP 550мм


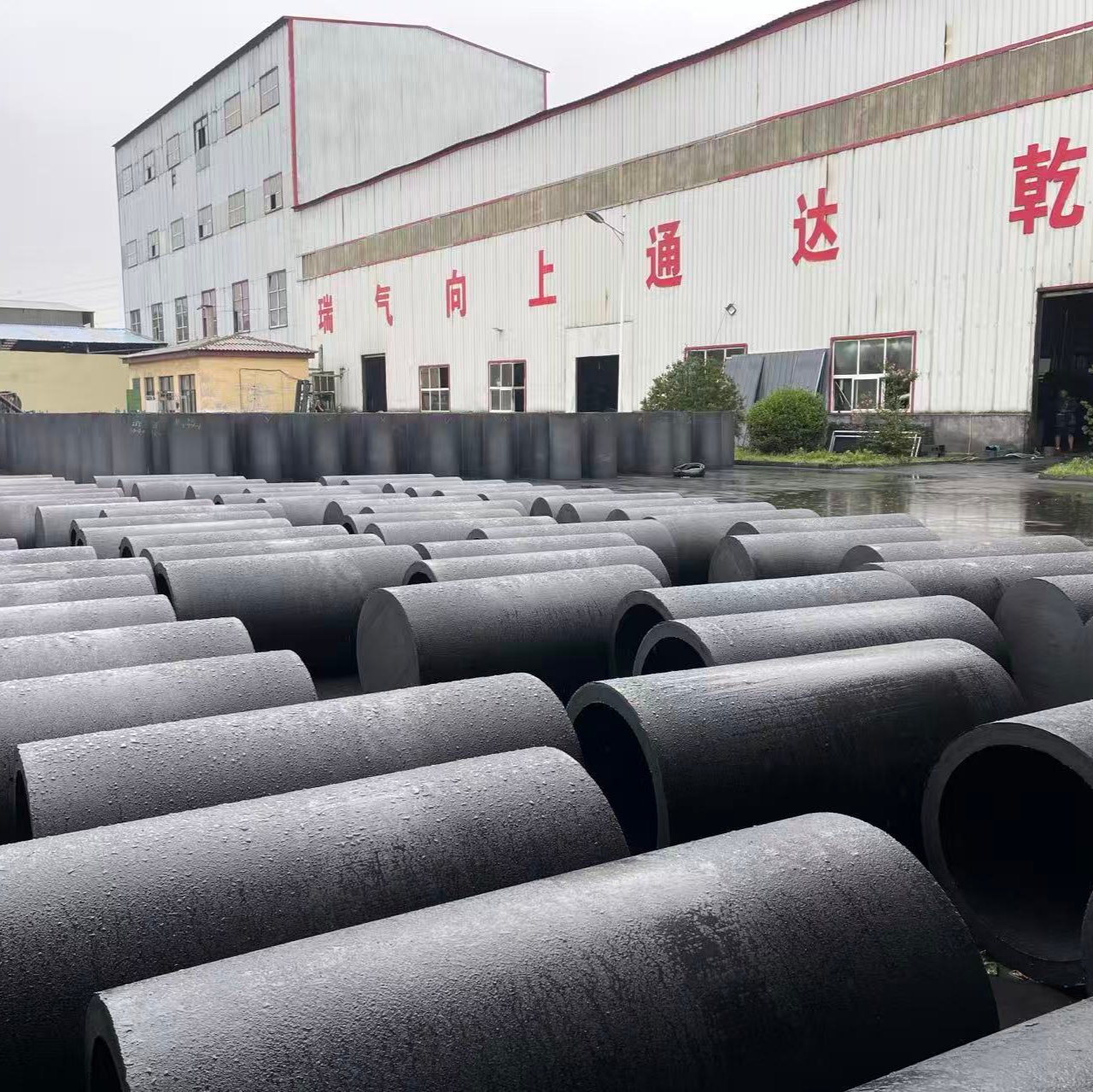
Графитовый электрод RP 600мм
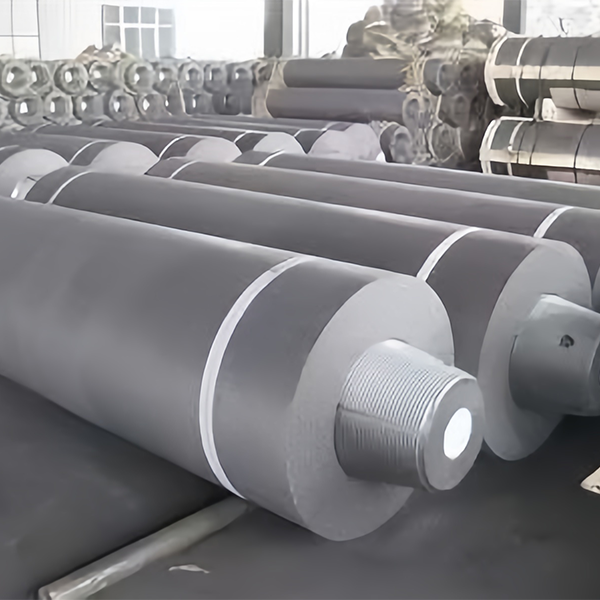
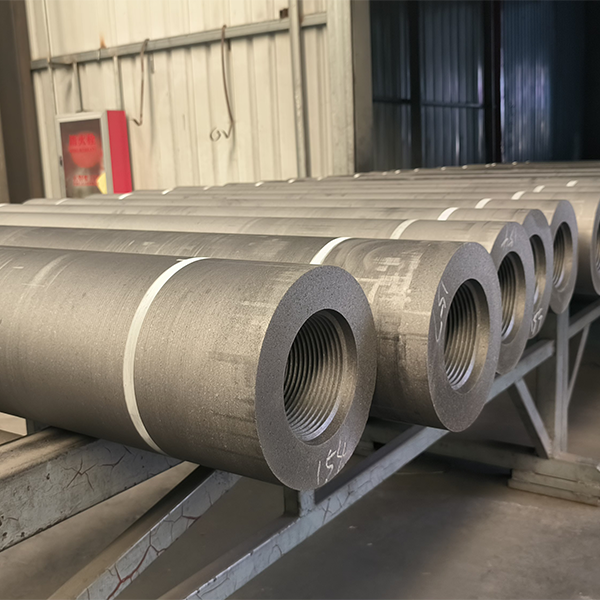
Идеален для ЭДП и ковшевых печей: графитовый электрод RP 600 мм обеспечивает высокую электропроводность, стабильную дугу и долгий срок службы — оптимальный выбор для металлургических заводов.
Описание
маркер
Обзор продукта
600 мм RP (Regular Power) графитовый электрод разработан для высокопроизводительных сталеплавильных процессов, в первую очередь для дуговых сталеплавильных печей (EAF) и ковшевых печей (LF). Этот электрод производится из высококачественного нефтяного кокса и пекового битума путём смешивания, формования, обжига, пропитки и графитизации. Он сочетает в себе высокую электрическую проводимость, механическую прочность и отличную термошоковую стойкость. Диаметр 600 мм оптимально подходит для средне–высоких мощностей (обычно 280–320 кВА), обеспечивая стабильную дугу, снижение энергопотерь и длительный срок службы даже в наиболее жёстких условиях эксплуатации.
Параметры графитовых электродов RP — 600мм
| Параметр | Ед. изм. | Электрод | Ниппель |
| Удельное сопротивление | мкОм·м | 7.5 ~ 8.5 | 5.8 ~ 6.5 |
| Прочность на изгиб | МПа | ≥ 8.5 | ≥ 16.0 |
| Модуль упругости | ГПа | ≤ 9.3 | ≤ 13.0 |
| Объёмная плотность | г/см³ | 1.55 ~ 1.63 | ≥ 1.74 |
| Коэффициент теплового расширения (CTE) | 10⁻⁶/°C | ≤ 2.4 | ≤ 2.0 |
| Содержание золы | % | ≤ 0.3 | ≤ 0.3 |
| Допустимый ток | А | — | 30000 ~ 36000 |
| Плотность тока | А/см² | — | 11 ~ 13 |
| Фактический диаметр | мм | Макс: 613 Мин: 607 | — |
| Фактическая длина | мм | 2200 ~ 2700 (возможна кастомизация) | — |
| Допуск по длине | мм | ±100 | — |
| Короткая длина | мм | -300 | — |
Основные этапы производства
●Выбор и подготовка сырья
Применяется высококачественный нефтяной кокс (по запросу может использоваться игольчатый кокс). Кокс дробят и сортируют до однородной зернистости. В качестве связующего используется пековый битум с точно контролируемой температурой размягчения.
●Смешивание и формовка
Кокс и битум перемешивают в вакуумной камере для удаления воздуха и обеспечения равномерного распределения битума. Смесь экструдируется под высоким давлением, формируя заготовку с одинаковой плотностью и ориентированной структурой углеродных кристаллов.
●Обжиг
Заготовки обжигают при температуре около 1200 °C в течение длительного времени, что приводит к карбонизации битума, удалению летучих компонентов и формированию плотного углеродного каркаса.
●Пропитка (опционально)
Проводят вакуумную пропитку битумом для снижения пористости, повышения объёмной плотности и дальнейшего уменьшения электрического сопротивления.
●Графитизация
Окончательная графитизация осуществляется при температуре свыше 2600 °C в электрических резистивных печах. Аморфный углерод превращается в упорядоченную кристаллическую структуру графита, что кардинально повышает проводимость и механическую прочность.
Основные преимущества
●Высокая электрическая проводимость
Низкое удельное сопротивление обеспечивает максимальную эффективность энергопередачи и сокращает потери энергии во время плавки.
●Отличная термошоковая устойчивость
Равномерная микроструктура и низкая пористость предохраняют от растрескивания при резких перепадах температур, характерных для дуговых печей.
●Высокая механическая прочность
Прочность на изгиб ≥ 10 МПа и модуль Юнга ≥ 11 ГПа позволяют выдерживать механические нагрузки при подъёме краном, работе робототехники и динамические силы дуги.
●Длительный срок службы
Низкое содержание золы и серы снижает загрязнение жидкой стали; плотная структура графита устойчива к окислению и абразивному износу.
●Стабильность торцевых соединений
Точная обработка торцов (Ra ≤ 2,5 мкм) гарантирует плотный электрический контакт между сегментами, минимизирует локальный перегрев и продлевает срок службы всего столба электродов.
Сферы применения
●Дуговые сталеплавильные печи (EAF)
Идеально подходят для средне–высоких мощностей (280–320 кВА), обеспечивая стабильную дугу при плавке металлолома, прямовосстановленного железа (DRI) или горячепресованного железа (HBI).
●Ковшевые печи (LF)
Применяются во вторичных металлургических операциях (нагрев, легирование, раскисление), где важна точность подачи энергии и минимизация загрязнения стали углеродом.
●Электропечи индукционного типа (EIF) — резервный режим
При необходимости мгновенного повышения мощности или дополнительного обогрева служат резервным источником энергии для индукционных печей.
●Система повторного использования углеродного порошка (GECI)
Обрезки и крошка, образующиеся при механической доработке электродов, поступают в систему GECI для переработки, что повышает ресурсосбережение и снижает отходы.
●Цветная металлургия
Используются при производстве кремния, ферросплавов и специальных сплавов, где критически важны высокая чистота и низкое сопротивление электрода.
Заключение
600 мм RP графитовый электрод — надежное и эффективное решение для металлургических предприятий, использующих дуговые и ковшевые печи средней и высокой мощности. Высокая электропроводность, термошоковая стойкость и механическая прочность обеспечивают длительный срок службы и стабильную работу электродов, что способствует улучшению энергоэффективности и качества продукции.
связаться с нами
Сопутствующие популярные продукты
Графитовый электрод RP 450мм
Графитовый электрод RP 450 мм предназначен для крупных дуговых печей, обеспечивая высокую электропроводность, отличную стойкость к окислению и термостабильность. Современный производственный процесс снижает расход электродов на тонну стали и повышает эффективность производства — оптимальное решение для экономичного сталеплавления.
Графитовый электрод HP 400мм
Широко применяется в электродуговых, ковшевых и рудотермических печах: графитовый электрод HP Ø400 мм обладает высокой электропроводностью, термостойкостью и прочностью, обеспечивая стабильную дугу, снижение энергопотребления и повышение эффективности производства стали и ферросплавов.
Графитовый электрод UHP
Электроды из ультравысокопроизводительного графита широко применяются в сталелитейных дуговых печах, обеспечивая высокую проводимость, термостойкость и прочность, что значительно повышает эффективность плавки и качество продукции.
Графитовый электрод RP 350мм
Графитовый электрод RP Ø350 мм — оптимальное решение для среднеразмерных дуговых печей. Обеспечивает отличную проводимость, термостойкость и экономичность, снижая энергозатраты до 5%. Идеален для непрерывного плавления стали и производства ферросплавов. Узнайте больше о его возможностях!
Графитовая пластина
Идеально подходит для металлургических печей, вакуумных установок, химического оборудования и точной обработки графита. Обеспечивает термостойкость, стабильность и надёжность в тяжёлых условиях.

Графитовый электрод UHP 500мм
Графитовый электрод диаметром 500 мм класса UHP (сверхвысокой мощности) является ключевым расходным материалом, широко применяемым в электродуговой сталеплавильной печи (EAF) и высокотемпературной металлургии. Благодаря высокой электропроводности и отличной термостойкости он обеспечивает эффективное плавление и вторичную очистку металла, что повышает производительность и качество стали.
Графитовый электрод RP 550мм
Применяется в электропечах большой мощности (EAF), ковшевых печах (LF) и подводных дуговых печах (SAF). Широко используется на сталелитейных заводах с высоким объемом производства и производстве ферросплавов, особенно при годовом выпуске свыше 700 000 тонн для снижения расхода электродов и повышения стабильности процессов.

Графитированный нефтяной кокс
Графитизированный нефтяной кокс применяется в производстве электродов UHP, карбюризации стали, анодов для батарей и алюминиевых катодов, обеспечивая высокую чистоту, сверхнизкое содержание серы и отличную электропроводность.
Графитовый электрод HP 450мм
Графитовый электрод HP диаметром 450 мм — идеальное решение для выплавки жёлтого фосфора и нержавеющей стали. Обеспечивает высокую проводимость, термостойкость и устойчивость к окислению при высоких нагрузках.
Графитовый электрод RP 300мм
Графитовый электрод RP диаметром 300 мм является экономичным и надёжным решением для дуговых печей малой и средней мощности. Он обеспечивает стабильную электропроводность и высокую устойчивость к окислению, что делает его оптимальным выбором для производства углеродистой стали, кремния и фосфора.
Графитовый электрод UHP 550мм
Графитовый электрод UHP диаметром 550 мм, благодаря высокой электропроводности и термостойкости, широко применяется в дуговых печах (EAF) и ковшевых печах (LF). Он обеспечивает эффективное и стабильное плавление и рафинирование стали и цветных металлов, значительно повышая скорость плавки и энергоэффективность, а также гарантируя чистоту металла и качество продукции. Это ключевой расходный материал для современных металлургических предприятий.

Графитовый лом
Высокочистый графитовый лом широко применяется в производстве электродов для дуговых и ковшевых печей, повышая электропроводность и термостойкость для эффективного выплавления и устойчивой переработки.
Детали специальной формы из графита
Графитовые изделия применяются в металлургии, литье, полупроводниках и солнечной энергетике благодаря высокой проводимости, термостойкости и химической инертности.

Графитовый электрод UHP 300мм
Электрод UHP 300 мм — оптимальное решение для ДСП, LF и SAF: высокая электропроводность, термостойкость и эффективность плавки при минимальном расходе и стабильной дуге.

Графитовый электрод HP 500мм
Графитовый электрод HP 500 мм предназначен для дуговых печей свыше 300 тонн. Обеспечивает стабильную работу при высоких температурах и нагрузках, отличается высокой проводимостью, стойкостью к окислению и низким тепловым расширением, снижая расход и повышая эффективность.
Графитовый электрод HP 600мм
Графитовый электрод диаметром 600 мм класса высокой мощности (HP) специально разработан для использования в дуговых сталеплавильных печах (EAF) и руднотермических печах (SAF) большой мощности. Он обладает превосходной электропроводностью, окислительной стойкостью и термической стабильностью, что делает его идеальным выбором для металлургии при высоких температурах.