





Продукция





-

Графитовый лом
-
Графитовый электрод RP
-
Графитовый электрод HP 300мм
-

Графитовый электрод UHP 300мм
-

Графитовый электрод UHP 400мм
-

Графитовый электродный ниппель
-

Графитовый электрод HP
-
Графитовые изделия
-
Графитовый электрод RP 600мм
-
Графитовый электрод UHP 350мм
-

Графитовый электрод HP 350мм
-

Графитовый электрод RP 650-700мм
-
Графитовый электрод UHP 600мм
-
Графитовый электрод UHP 650-700мм
-

Графитовый электрод HP 500мм
-

Графитовый блок


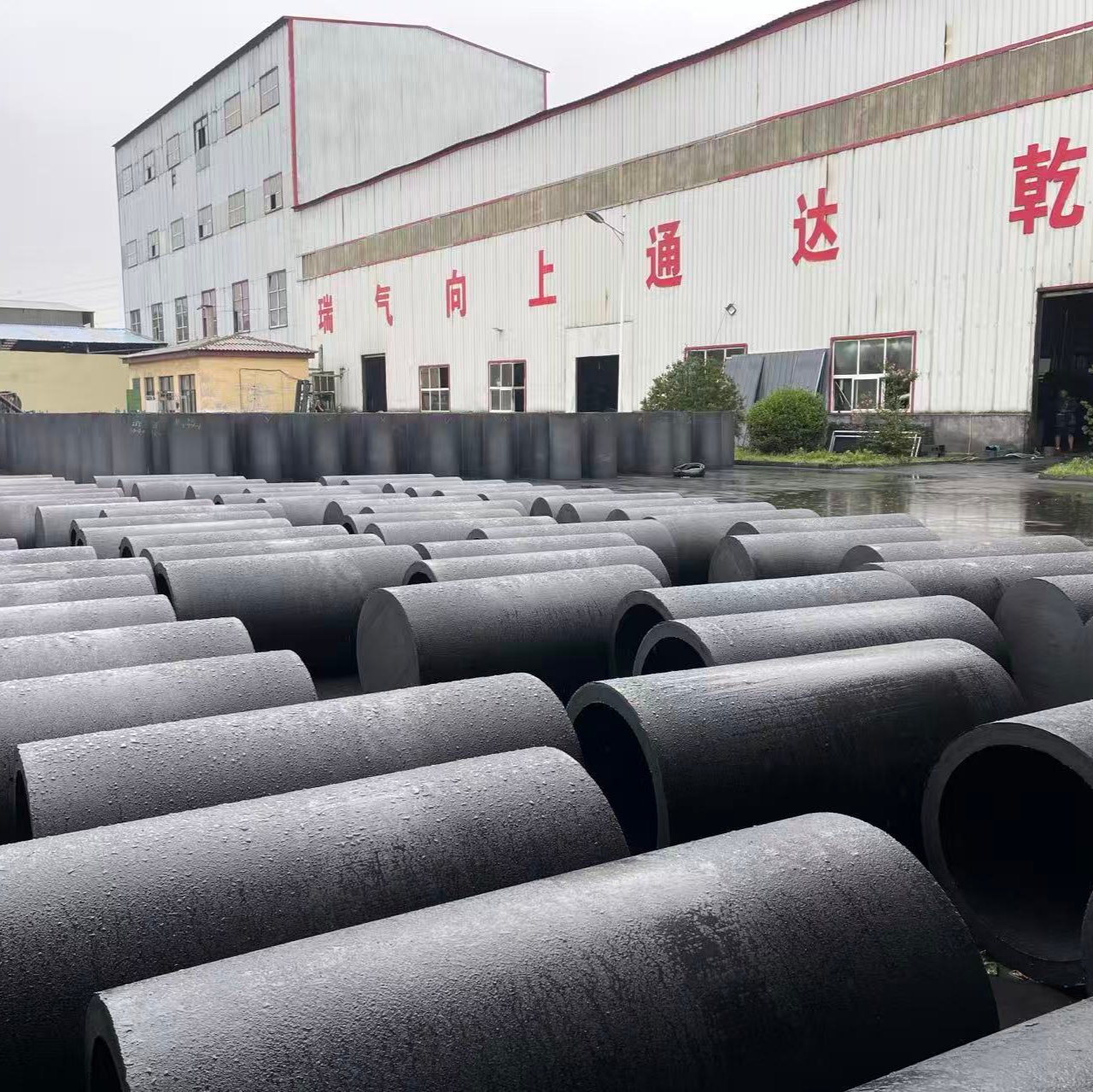
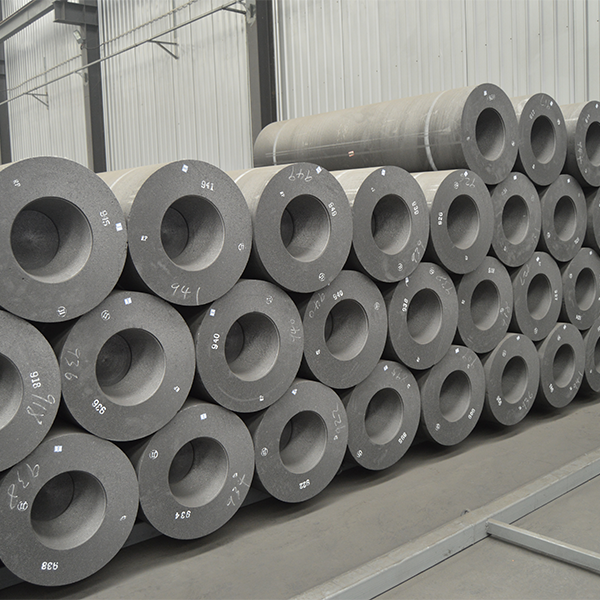
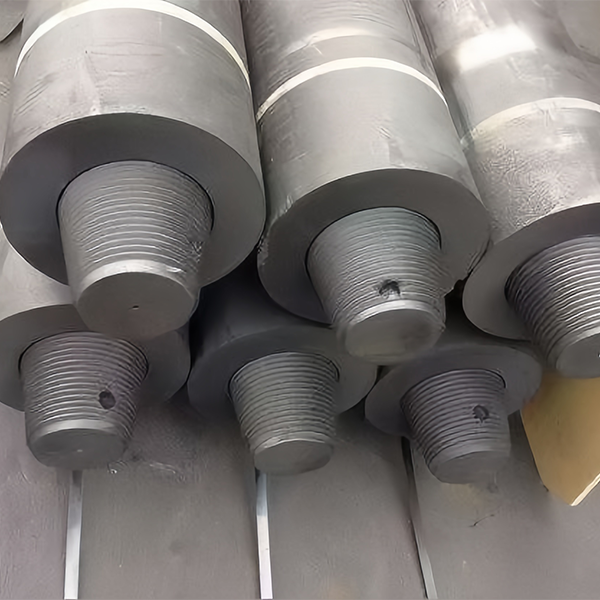
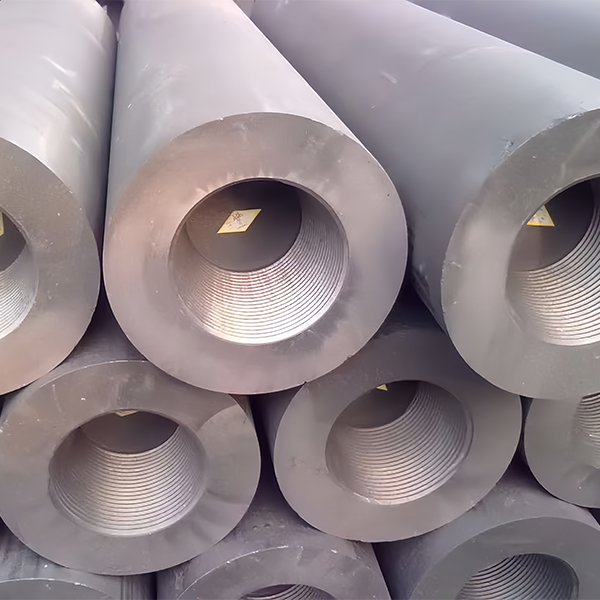
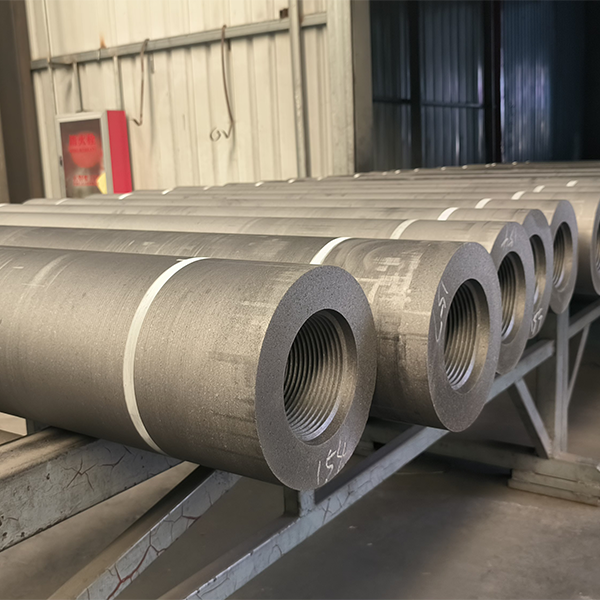
Графитовый электрод HP 600мм
Графитовый электрод диаметром 600 мм класса высокой мощности (HP) специально разработан для использования в дуговых сталеплавильных печах (EAF) и руднотермических печах (SAF) большой мощности. Он обладает превосходной электропроводностью, окислительной стойкостью и термической стабильностью, что делает его идеальным выбором для металлургии при высоких температурах.
Описание
маркер
Общее описание
Данный электрод представляет собой крупногабаритное углеродное изделие высокой плотности, применяемое в условиях высоких токов и температур, таких как выплавка нержавеющей стали и ферросплавов. Он особенно эффективен в сверхмощных EAF и SAF установках.
Параметры графитового электрода HP — 600мм
| Параметр | Ед. изм. | Электрод | Ниппель |
| Удельное сопротивление | μΩ·м | 5.2 ~ 6.5 | 3.2 ~ 4.3 |
| Предел прочности на изгиб | МПа | ≥ 10.0 | ≥ 22.0 |
| Модуль упругости | ГПа | ≤ 12.0 | ≤ 15.0 |
| Объёмная плотность | г/см³ | 1.68 ~ 1.72 | 1.78 ~ 1.83 |
| Коэф. терм. расширения | 10⁻⁶/°C | ≤ 2.0 | ≤ 1.8 |
| Зольность | % | ≤ 0.2 | ≤ 0.2 |
| Допустимый ток | А | — | 38000–58000 |
| Плотность тока | А/см² | — | 13–21 |
| Фактический диаметр | мм | Макс. 613 Мин. 607 | — |
| Фактическая длина | мм | 1800 ~ 2700 возможна кастомизация | — |
| Допуск по длине | мм | ±100 | — |
| Укороченная длина | мм | — | — |
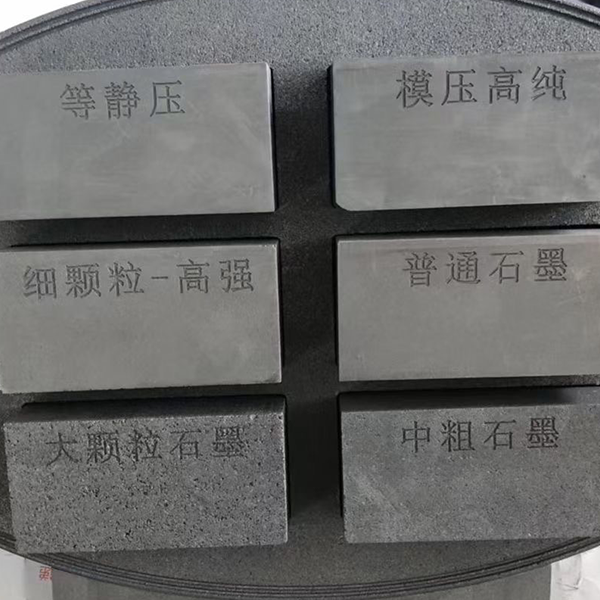
Сырьё и технология производства
●Сырьевой состав:
75% нефтяной игольчатый кокс (Япония, США, Корея)
25% каменноугольный пековый кокс
Модифицированный связующий пек с высокой температурой размягчения
●Формование:
Применяется высокотоннажное экструзионное или изостатическое прессование, обеспечивающее однородную плотность и отсутствие внутренних дефектов
●Графитация:
Выполняется при температуре свыше 3000 °C в печах Acheson или LWG с внутренним диаметром ≥2,2 м для достижения оптимальной кристаллической ориентации и стабильных электрических и тепловых свойств
●Импрегнирование и повторный обжиг:
Многократная вакуумная импрегнация и повторный обжиг значительно снижают пористость и повышают стойкость к окислению
Области применения
●Сверхмощные дуговые печи (EAF) ёмкостью свыше 300 тонн для плавки углеродистой и нержавеющей стали
●Крупные руднотермические печи (SAF) при производстве ферромарганца, силикомарганца, феррохрома и других сплавов
●Цветная металлургия с высокими требованиями к теплопроводности и термостойкости
●Условия длительной высокоэнергетической дуги (например, вторичная металлургия и РКЦ)
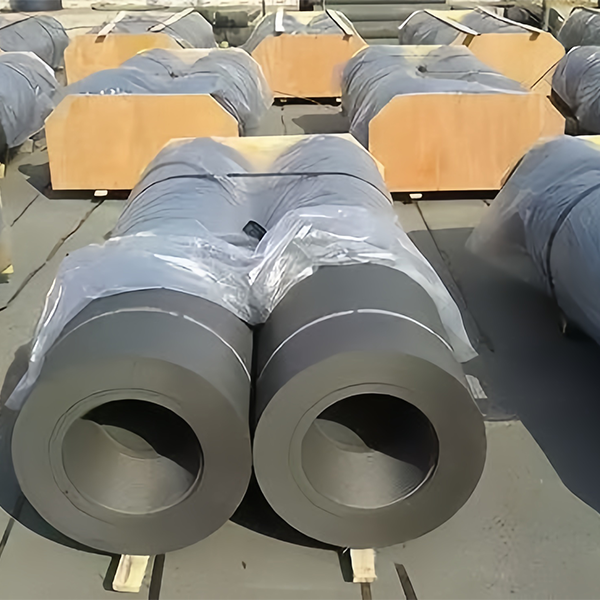
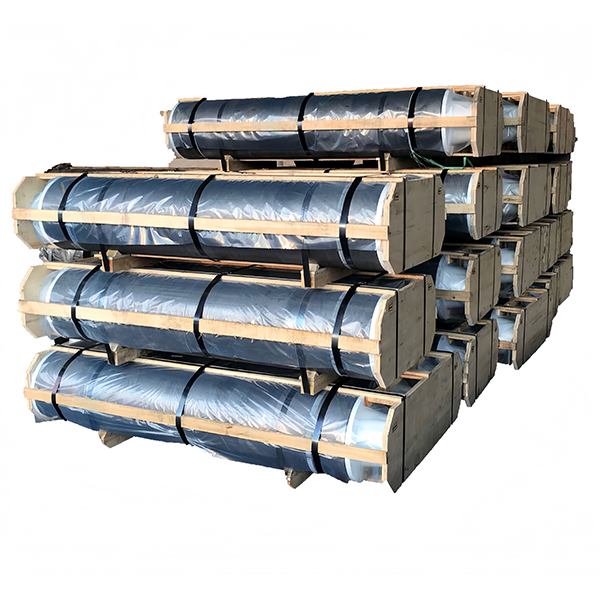
Условия хранения и транспортировки
●Влажность: Хранить в сухих, вентилируемых помещениях во избежание увлажнения и последующего растрескивания или окисления
●Температурный режим: Рекомендуемая температура хранения — 25 °C ± 5 °C
●Упаковка: Упрочнённые деревянные ящики с влагозащитной прослойкой и амортизирующими вкладышами
●Погрузка и разгрузка: Использовать мягкие стропы или спецсъёмы. Категорически запрещено применять металлические цепи или вилы, соприкасающиеся с резьбой или корпусом электрода
Преимущества
●Отличная стабильность дуги и устойчивость к растрескиванию при экстремальной тепловой нагрузке
●Низкая пористость обеспечивает превосходную стойкость к окислению и продлевает срок службы
●Низкий расход электрода на тонну стали: 1,7–2,2 кг/т при оптимальных условиях
●Надёжное соединение с ниппелем HP-класса, низкое контактное сопротивление
●Полная совместимость с современными автоматическими системами зажима
связаться с нами
Сопутствующие популярные продукты
Графитовый электрод RP 300мм
Графитовый электрод RP диаметром 300 мм является экономичным и надёжным решением для дуговых печей малой и средней мощности. Он обеспечивает стабильную электропроводность и высокую устойчивость к окислению, что делает его оптимальным выбором для производства углеродистой стали, кремния и фосфора.
Графитовый электрод UHP 300мм
Электрод UHP 300 мм — оптимальное решение для ДСП, LF и SAF: высокая электропроводность, термостойкость и эффективность плавки при минимальном расходе и стабильной дуге.

Графитовый тигель
Графитовые тигли идеально подходят для высокотемпературной плавки алюминия, меди, золота и серебра. Применяются в вакуумных и индукционных печах, обладают термостойкостью и химической инертностью.

Графитовый электрод RP 500мм
Графитовый электрод RP 500 мм предназначен для больших дуговых печей, обеспечивая высокую проводимость, прочность и термостойкость. Современное производство снижает сопротивление и расход электрода, повышая эффективность сталеплавильного процесса — экономичное решение.

Прокаленный нефтяной кокс
Кальцинированный нефтяной кокс (CPC) широко применяется в производстве графитированных электродов для дуговых печей, анодов для алюминия, карбюризаторов в литейной промышленности и восстановителях в хлоридных процессах TiO₂, являясь незаменимым сырьём в высокотемпературной металлургии.
Графитовый электрод HP
Графитовые электроды высокой мощности широко применяются в сталеплавильных дуговых печах, металлургии и высокотемпературном электролизе. Благодаря высокой проводимости и термостойкости они повышают эффективность плавки и качество продукции, являясь незаменимым материалом в современной металлургии.
Графитовый электрод HP 300мм
Графитовый электрод HP Ø300 мм применяется в дуговых, доводочных (LF) и руднотермических (SAF) печах при выплавке стали и ферросплавов. Он обеспечивает высокую электропроводность, низкий коэффициент теплового расширения и эффективную работу в условиях экстремальных температур и электрических нагрузок.
Графитовый электрод UHP 600мм
Графитовый электрод UHP диаметром 600 мм широко применяется в дуговых (EAF) и ковшевых (LF) печах, подходит для работы при высоких температурах и нагрузках. Обладает отличной электропроводностью, термостойкостью и низким расходом, используется при плавке лома, DRI и цветных металлов, являясь идеальным решением для высокотехнологичной металлургии.

Графитированный нефтяной кокс
Графитизированный нефтяной кокс применяется в производстве электродов UHP, карбюризации стали, анодов для батарей и алюминиевых катодов, обеспечивая высокую чистоту, сверхнизкое содержание серы и отличную электропроводность.

Графитовый электрод UHP 500мм
Графитовый электрод диаметром 500 мм класса UHP (сверхвысокой мощности) является ключевым расходным материалом, широко применяемым в электродуговой сталеплавильной печи (EAF) и высокотемпературной металлургии. Благодаря высокой электропроводности и отличной термостойкости он обеспечивает эффективное плавление и вторичную очистку металла, что повышает производительность и качество стали.
Графитовый лом
Высокочистый графитовый лом широко применяется в производстве электродов для дуговых и ковшевых печей, повышая электропроводность и термостойкость для эффективного выплавления и устойчивой переработки.
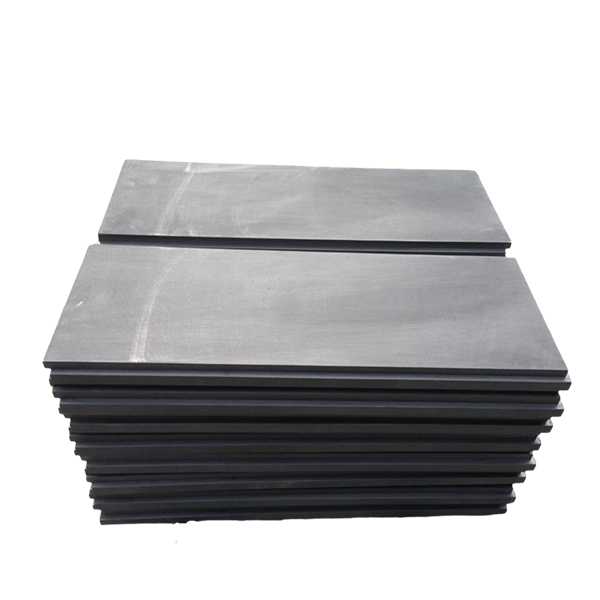
Графитовая пластина
Идеально подходит для металлургических печей, вакуумных установок, химического оборудования и точной обработки графита. Обеспечивает термостойкость, стабильность и надёжность в тяжёлых условиях.
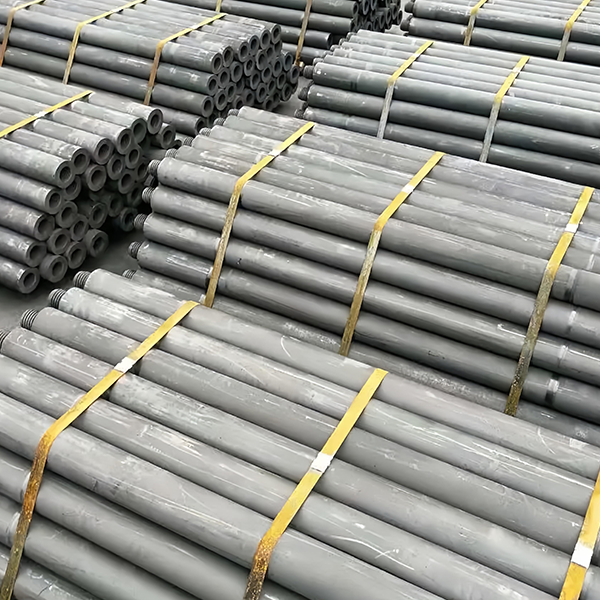
Графитовый электродный ниппель
Графитовые наконечники электродов — это ключевые элементы, предназначенные для соединения секций электродных колонн. Они широко используются в высокотемпературном промышленном оборудовании, таком как дуговые печи (EAF), ковшевые печи (LF) и рудотермические печи (SAF).
Графитовый электрод RP 650-700мм
Идеально подходит для выплавки стали в крупных ЭДП, ковшевой обработки и производства ферросплавов. Обеспечивает отличную электропроводность, термостойкость и механическую прочность при высоких нагрузках.
Графитовый электрод HP 500мм
Графитовый электрод HP 500 мм предназначен для дуговых печей свыше 300 тонн. Обеспечивает стабильную работу при высоких температурах и нагрузках, отличается высокой проводимостью, стойкостью к окислению и низким тепловым расширением, снижая расход и повышая эффективность.
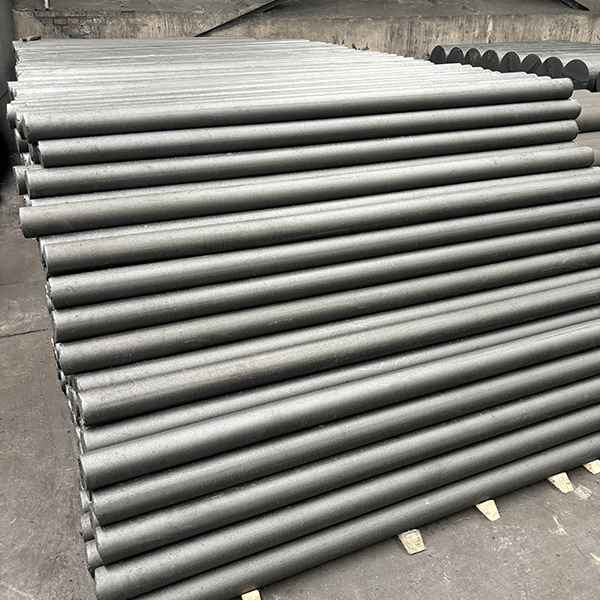
Графитовые стержни
Графитовые стержни находят широкое применение в дуговых сталеплавильных печах (EAF), электроэрозионной обработке (EDM), вакуумных и сопротивительных печах, литье сплавов, электролизе, гальванике, солнечной энергетике, литиевых аккумуляторах и водородных установках. Благодаря высокой электропроводности, термостойкости и химической инертности, графитовые стержни являются идеальным выбором для высокотемпературных и технологически сложных промышленных применений.