





Продукция





-

Графитовый электрод UHP 400мм
-
Графитовый электрод RP 300мм
-
Графитовый электрод HP 300мм
-
Графитовый электрод RP
-
Графитовые изделия
-

Графитовый электрод UHP 500мм
-

Графитовый тигель
-

Графитовый электрод RP 650-700мм
-
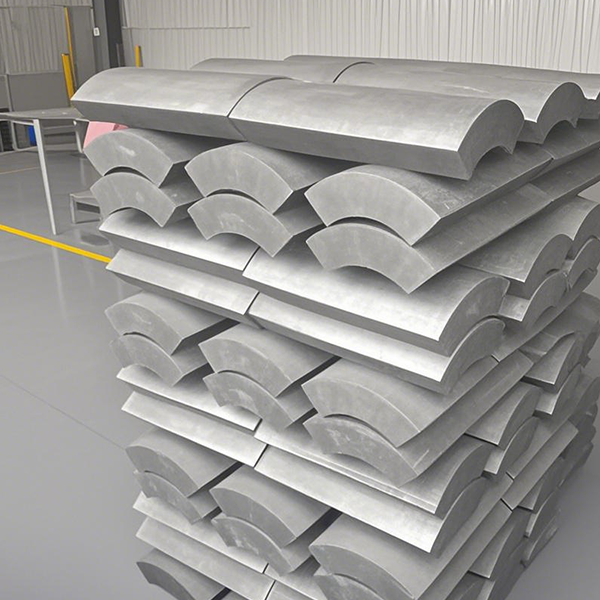
Детали специальной формы из графита
-

Графитовый электрод HP 550мм
-

Угольный электрод
-
Графитовый электрод RP 600мм
-

Графитовый электрод HP
-

Графитовый электрод UHP 450мм
-

Графитовый блок
-

Графитовый электродный ниппель


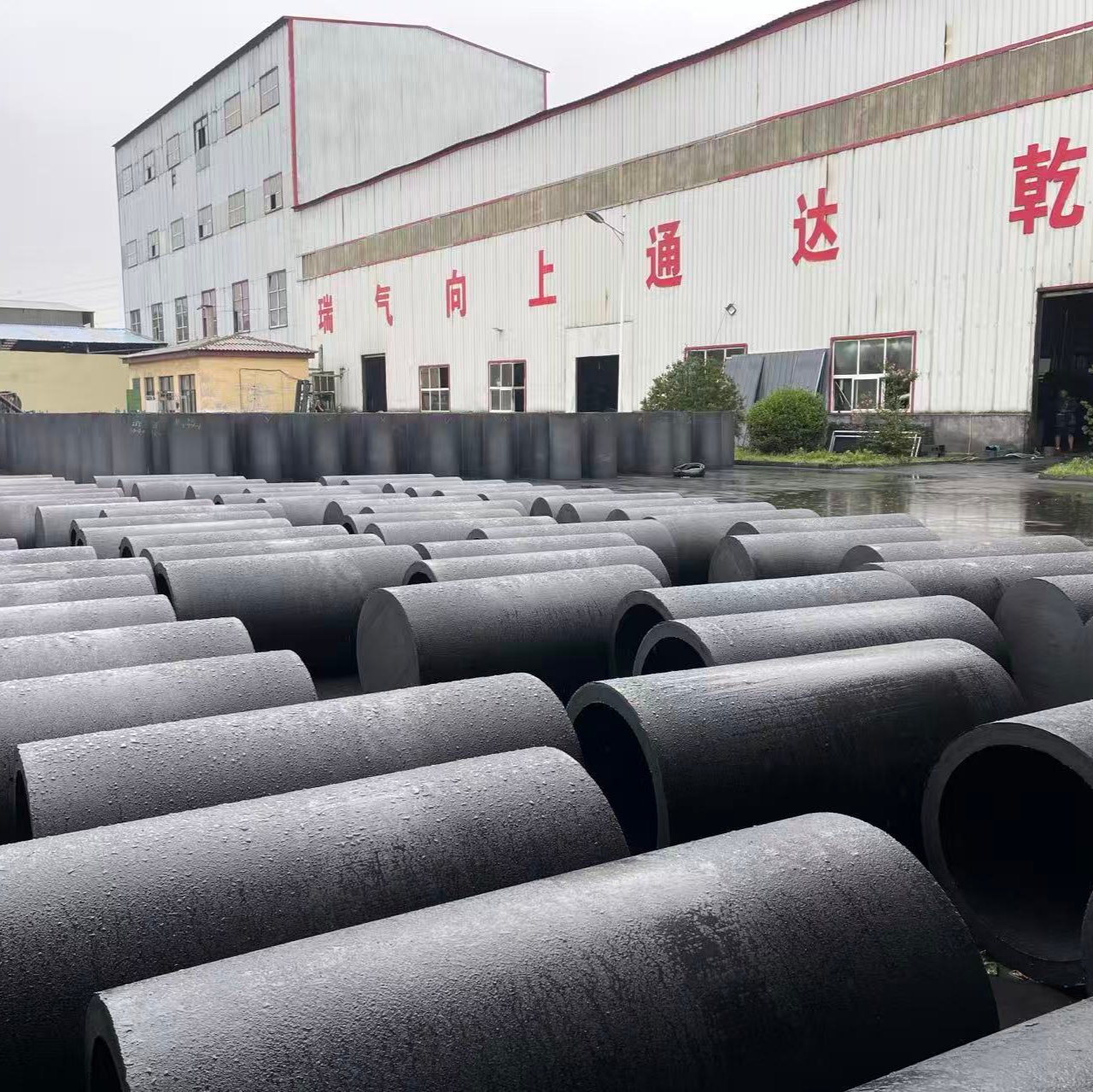
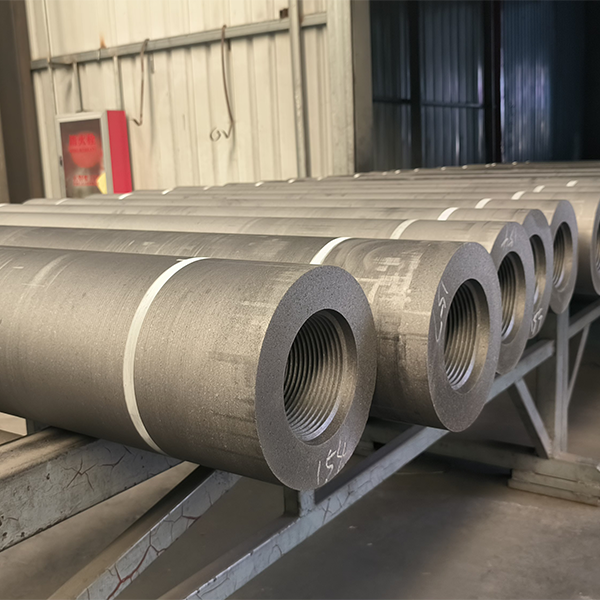
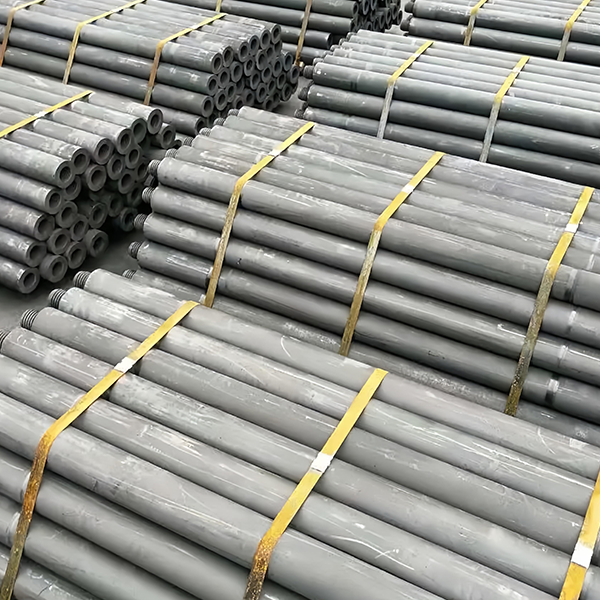
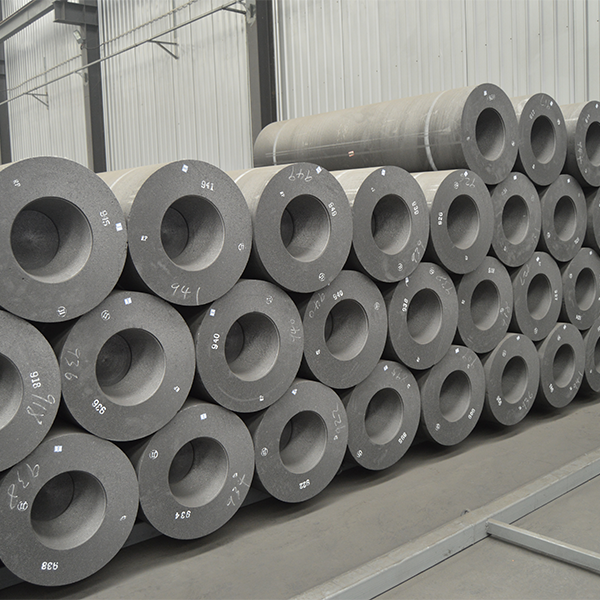
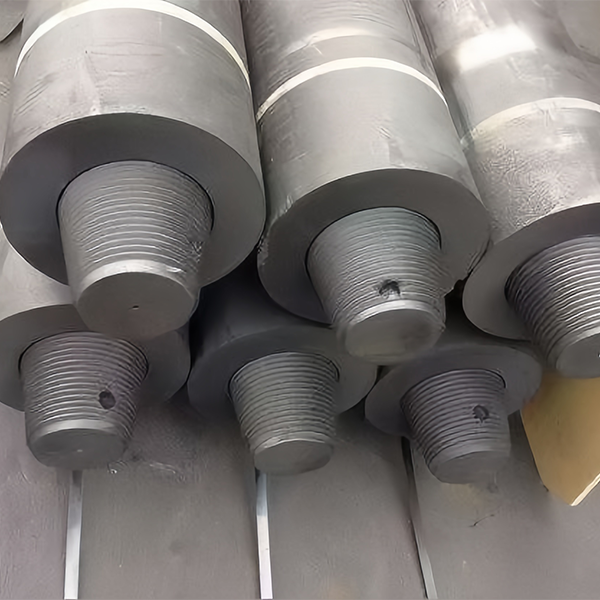
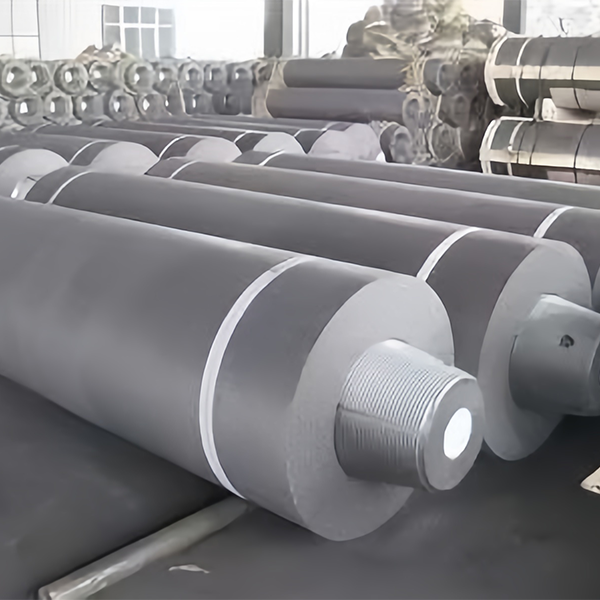
Графитовый электрод HP 450мм
Графитовый электрод HP диаметром 450 мм — идеальное решение для выплавки жёлтого фосфора и нержавеющей стали. Обеспечивает высокую проводимость, термостойкость и устойчивость к окислению при высоких нагрузках.
Описание
маркер
Основное описание
Графитовый электрод HP Ø450 мм специально разработан для высокотемпературных электротермических процессов, включая производство жёлтого фосфора в микротермических печах и рафинирование нержавеющей стали в электродуговых печах (ЭДП). Диапазон плотности тока 15-24 А/см² гарантирует стабильную проводимость и высокую механическую надёжность при интенсивных тепловых и электрических нагрузках.
Параметры графитового электрода HP — 450мм
| Параметр | Ед. изм. | Электрод | Ниппель |
| Удельное сопротивление | μΩ·м | 5.2 ~ 6.5 | 3.5 ~ 4.5 |
| Предел прочности на изгиб | МПа | ≥ 11.0 | ≥ 22.0 |
| Модуль упругости | ГПа | ≤ 12.0 | ≤ 15.0 |
| Объёмная плотность | г/см³ | 1.68 ~ 1.73 | 1.78 ~ 1.83 |
| Коэф. терм. расширения | 10⁻⁶/°C | ≤ 2.0 | ≤ 1.8 |
| Зольность | % | ≤ 0.2 | ≤ 0.2 |
| Допустимый ток | А | — | 25000–40000 |
| Плотность тока | А/см² | — | 15–24 |
| Фактический диаметр | мм | Макс. 460 Мин. 454 | — |
| Фактическая длина | мм | 1800 ~ 2400 возможна кастомизация | — |
| Допуск по длине | мм | ±100 | — |
| Укороченная длина | мм | — | — |
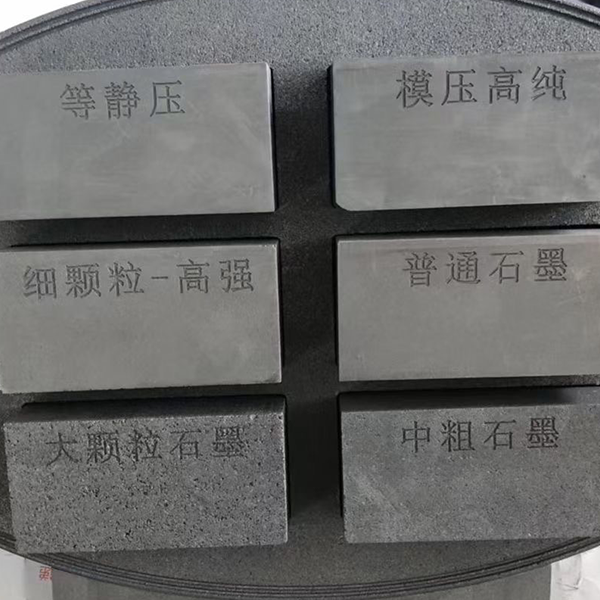
Сырьё и производственный процесс
В составе сырья используется около 60 % высококачественного игольчатого кокса японского и корейского производства, а также около 5 % кокса из каменноугольного пека для повышения термостойкости и прочности. В качестве связующего применяется модифицированный каменноугольный пек, обеспечивающий глубокую пропитку и формирование прочной углеродной матрицы.
Формование выполняется с использованием вибрационного уплотнения и изостатического прессования, что обеспечивает равномерное распределение плотности, снижение микродефектов и повышение изотропности структуры.
Графитация проводится при температуре до 3000 °C для достижения высокой степени ориентировки кристаллитов, снижения электросопротивления и повышения теплопроводности. После графитации электроды подвергаются повторной пропитке для уменьшения пористости и повышения стойкости к окислению.
Области применения
●Производство жёлтого фосфора (P₄) в микротермических печах
●Переплав и рафинирование нержавеющей стали в электродуговых печах (ЭДП)
●Выплавка ферросплавов и цветных металлов при средних и высоких нагрузках
Эксплуатационные и экологические требования
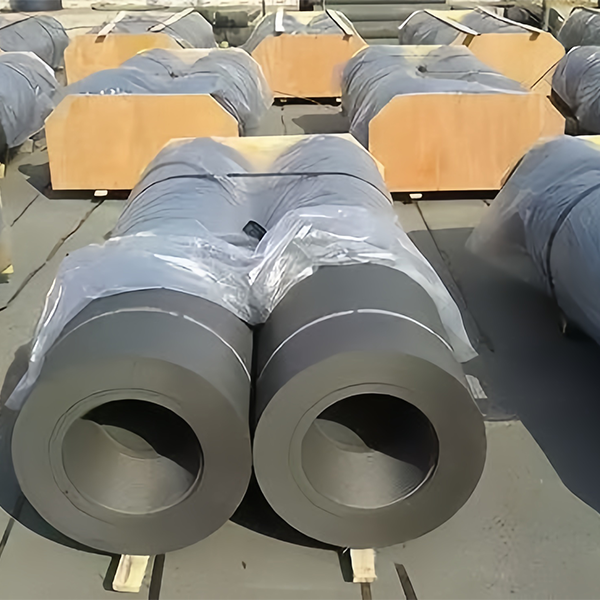
●Транспортировка и хранение: Использовать вилочные погрузчики с защитой от ударов. Электроды укладывать в один горизонтальный ряд, чтобы избежать повреждений корпуса и резьбы.
●Монтаж: Перед сборкой резьбовые соединения необходимо очищать сухим сжатым воздухом. Использование металлических щёток и абразивных инструментов запрещено.
●Энергопотребление: Около 7500 кВт·ч на тонну готового продукта.
●Экологическая безопасность: Производственная линия должна быть оснащена системами газоочистки, включая установки десульфурации и обеспыливания, согласно действующим экологическим стандартам.
Краткое резюме
Графитовый электрод HP Ø450 мм обладает высокой теплопроводностью, прочностью и стойкостью к окислению. Использование высокочистого сырья и современных технологий обеспечивает длительный срок службы, снижение удельного расхода электродов на тонну продукции и надёжную работу в энергоёмких металлургических процессах.
связаться с нами
Сопутствующие популярные продукты
Графитовый электрод UHP 600мм
Графитовый электрод UHP диаметром 600 мм широко применяется в дуговых (EAF) и ковшевых (LF) печах, подходит для работы при высоких температурах и нагрузках. Обладает отличной электропроводностью, термостойкостью и низким расходом, используется при плавке лома, DRI и цветных металлов, являясь идеальным решением для высокотехнологичной металлургии.

Прокаленный нефтяной кокс
Кальцинированный нефтяной кокс (CPC) широко применяется в производстве графитированных электродов для дуговых печей, анодов для алюминия, карбюризаторов в литейной промышленности и восстановителях в хлоридных процессах TiO₂, являясь незаменимым сырьём в высокотемпературной металлургии.
Графитовый электрод UHP 550мм
Графитовый электрод UHP диаметром 550 мм, благодаря высокой электропроводности и термостойкости, широко применяется в дуговых печах (EAF) и ковшевых печах (LF). Он обеспечивает эффективное и стабильное плавление и рафинирование стали и цветных металлов, значительно повышая скорость плавки и энергоэффективность, а также гарантируя чистоту металла и качество продукции. Это ключевой расходный материал для современных металлургических предприятий.
Графитовый электрод RP 600мм
Идеален для ЭДП и ковшевых печей: графитовый электрод RP 600 мм обеспечивает высокую электропроводность, стабильную дугу и долгий срок службы — оптимальный выбор для металлургических заводов.
Графитовый электрод RP 650-700мм
Идеально подходит для выплавки стали в крупных ЭДП, ковшевой обработки и производства ферросплавов. Обеспечивает отличную электропроводность, термостойкость и механическую прочность при высоких нагрузках.

Графитовый электрод RP 550мм
Применяется в электропечах большой мощности (EAF), ковшевых печах (LF) и подводных дуговых печах (SAF). Широко используется на сталелитейных заводах с высоким объемом производства и производстве ферросплавов, особенно при годовом выпуске свыше 700 000 тонн для снижения расхода электродов и повышения стабильности процессов.

Полуграфитированный нефтяной кокс
SGPC широко применяется в сталеплавильных ЭДП, литейных производствах и при выпуске RP-электродов как экономичный карбюризатор, повышающий качество плавки и снижая затраты.

Графитовый электрод HP 350мм
Графитовый электрод HP Ø350 мм применяется в дуговых, ковшевых и руднотермических печах, подходит для выплавки углеродистой и легированной стали, обеспечивая стабильную дугу и высокую чистоту металла.

Графитовый электрод RP 500мм
Графитовый электрод RP 500 мм предназначен для больших дуговых печей, обеспечивая высокую проводимость, прочность и термостойкость. Современное производство снижает сопротивление и расход электрода, повышая эффективность сталеплавильного процесса — экономичное решение.
Графитовый тигель
Графитовые тигли идеально подходят для высокотемпературной плавки алюминия, меди, золота и серебра. Применяются в вакуумных и индукционных печах, обладают термостойкостью и химической инертностью.

Графитовый электрод RP 400мм
Графитовый электрод RP (Regular Power) диаметром 400 мм предназначен для использования в дуговых сталеплавильных печах (ДСП) при стандартной мощности. Он обеспечивает стабильное прохождение тока, устойчивую электрическую дугу и высокую механическую прочность, что делает его идеальным выбором для предприятий с годовым производством стали свыше 500 000 тонн.
Графитовый электрод RP
Графитовые электроды RP широко применяются в электропечах малой и средней мощности при производстве стали, промышленного кремния, желтого фосфора и алюминия. Обеспечивают стабильную проводимость и термостойкость при средней плотности тока, являются незаменимыми расходными материалами в традиционной металлургии.

Графитовый электрод HP 400мм
Широко применяется в электродуговых, ковшевых и рудотермических печах: графитовый электрод HP Ø400 мм обладает высокой электропроводностью, термостойкостью и прочностью, обеспечивая стабильную дугу, снижение энергопотребления и повышение эффективности производства стали и ферросплавов.
Графитовый блок
Высокочистые графитовые блоки незаменимы в производстве УМП-электродов, электроэрозионной обработке, вакуумных печах и термосистемах монокристаллического кремния — идеальный выбор для экстремальных условий.
Графитовый электродный ниппель
Графитовые наконечники электродов — это ключевые элементы, предназначенные для соединения секций электродных колонн. Они широко используются в высокотемпературном промышленном оборудовании, таком как дуговые печи (EAF), ковшевые печи (LF) и рудотермические печи (SAF).
Графитовый электрод HP 550мм
Графитовый электрод высокой мощности диаметром 550 мм представляет собой нестандартное изделие, разработанное по индивидуальному заказу для работы в условиях повышенных нагрузок. Он обладает отличной термической стабильностью, высокой электропроводностью и механической прочностью, что делает его оптимальным решением для руднотермических печей (SAF), используемых при выплавке марганцевых сплавов.