





Продукция





-

Графитовый лом
-

Угольный электрод
-

Графитовый электрод HP 600мм
-

Графитовый электрод UHP
-

Графитовый электрод HP 450мм
-
Графитовый электрод
-
Графитовый электрод RP 350мм
-
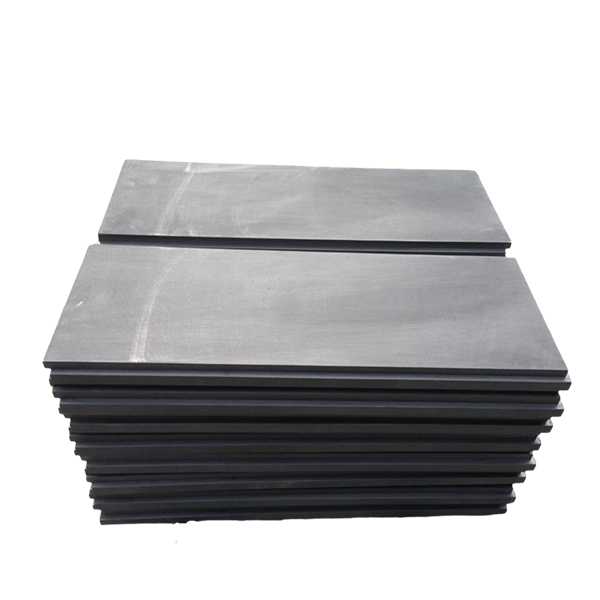
Графитовая пластина
-

Графитовый тигель
-
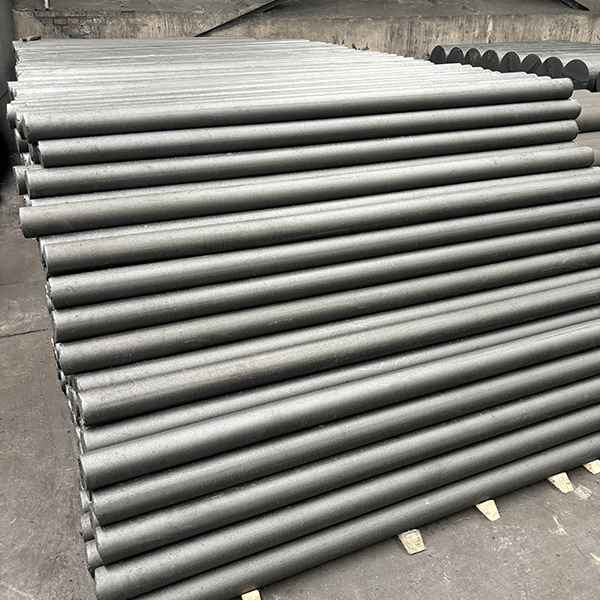
Графитовые стержни
-
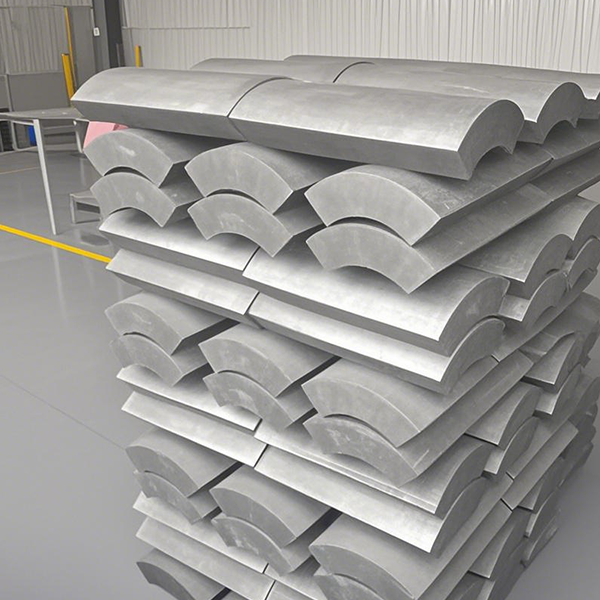
Детали специальной формы из графита
-

Графитовый электрод HP 550мм
-

Графитовый электрод RP 500мм
-
Графитовый электрод UHP 550мм
-

Графитовый электрод UHP 500мм
-

Графитированный нефтяной кокс

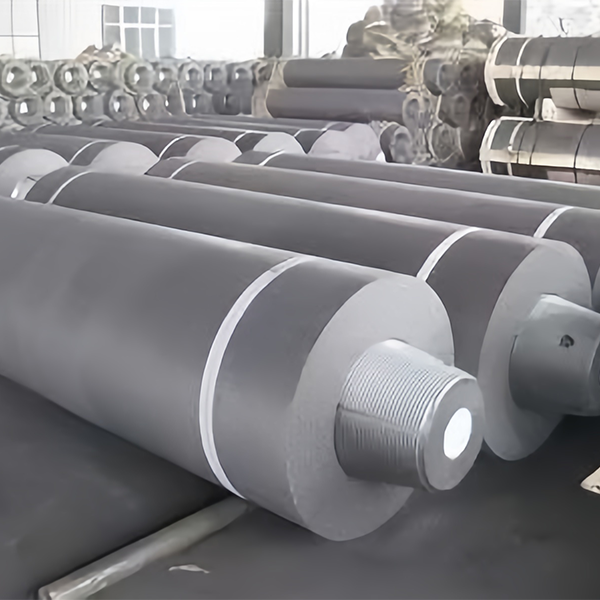
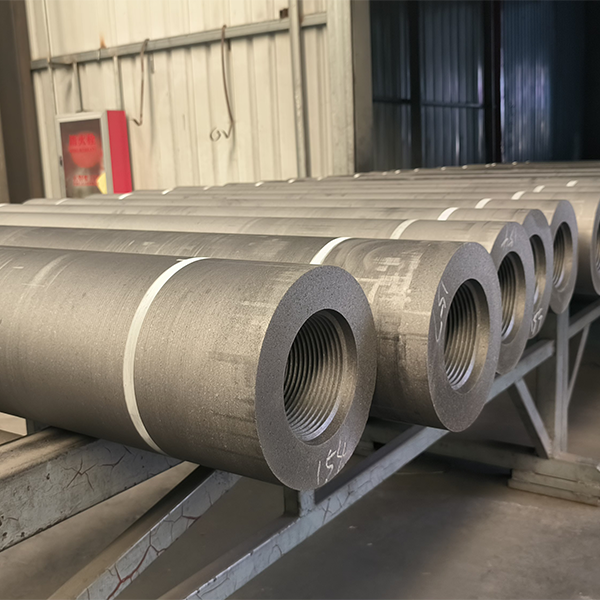
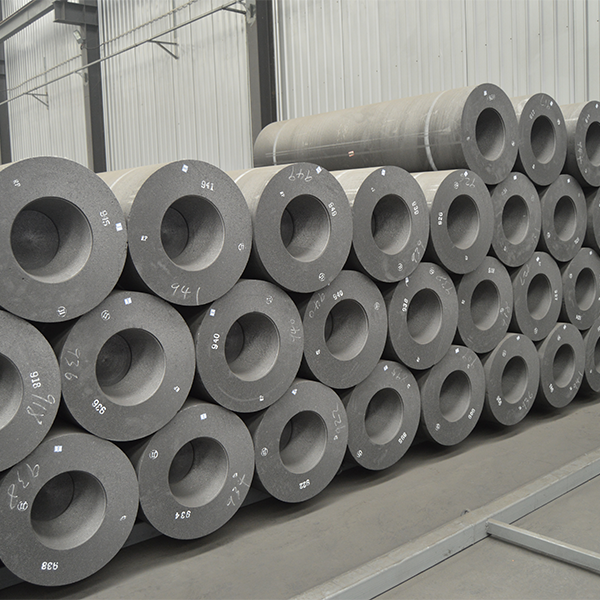
Графитовый электрод HP 350мм
Графитовый электрод HP Ø350 мм применяется в дуговых, ковшевых и руднотермических печах, подходит для выплавки углеродистой и легированной стали, обеспечивая стабильную дугу и высокую чистоту металла.
Описание
маркер
Общее описание продукта
Графитовый электрод диаметром 350 мм класса High Power (HP) предназначен для эксплуатации в электродуговых печах (EAF), ковшевых печах (LF) и руднотермических печах (SAF), где требуются высокая электропроводность, отличная термостойкость и высокая механическая прочность при средних и высоких токовых нагрузках.
Он производится из высококачественного нефтяного игольчатого кокса и низкозольного каменноугольного пека, обладает стабильной работой дуги, низким удельным расходом электродов и длительным сроком службы даже в условиях интенсивной эксплуатации.
Производственный процесс включает прессование, обжиг, пропитку, графитизацию при температуре свыше 2800 °C и высокоточную механическую обработку на станках с ЧПУ, что обеспечивает точность геометрии, прочность и надёжность резьбовых соединений.
Параметры графитового электрода HP — 350мм
| Параметр | Ед. изм. | Электрод | Ниппель |
| Удельное сопротивление | μΩ·м | 5.2 ~ 6.5 | 3.5 ~ 4.5 |
| Предел прочности на изгиб | МПа | ≥ 11.0 | ≥ 20.0 |
| Модуль упругости | ГПа | ≤ 12.0 | ≤ 15.0 |
| Объёмная плотность | г/см³ | 1.68 ~ 1.73 | 1.78 ~ 1.83 |
| Коэф. терм. расширения | 10⁻⁶/°C | ≤ 2.0 | ≤ 1.8 |
| Зольность | % | ≤ 0.2 | ≤ 0.2 |
| Допустимый ток | А | — | 17400–24000 |
| Плотность тока | А/см² | — | 17–24 |
| Фактический диаметр | мм | Макс. 358 Мин. 352 | — |
| Фактическая длина | мм | 1800 возможна кастомизация | — |
| Допуск по длине | мм | ±100 | — |
| Укороченная длина | мм | -275 | — |
Преимущества и ключевые особенности
●Высокая электропроводность
Низкое сопротивление обеспечивает стабильную дугу и снижение энергозатрат.
●Отличная термостойкость
Низкий коэффициент теплового расширения предотвращает образование трещин при резких температурных колебаниях.
●Прочность и надёжность
Высокие механические характеристики снижают риск повреждений при транспортировке и эксплуатации.
●Низкое содержание примесей
Жёсткий контроль содержания серы, золы и летучих веществ обеспечивает высокую чистоту металла и минимизацию образования шлака.
●Высокоточная обработка резьбы
Резьбовые соединения, обработанные на станках с ЧПУ, обеспечивают надёжное сопряжение и минимальное переходное сопротивление.
Сферы применения
●Электродуговые печи (EAF):
Выплавка углеродистой и легированной стали, переработка металлолома.
●Ковшевые печи (LF):
Десульфурация, точная корректировка температуры и химического состава металла.
●Руднотермические печи (SAF):
Производство ферросплавов: феррохром, ферромарганец, силикомарганец.
●Плавка цветных металлов:
Эффективен при выплавке алюминия, меди, никеля и других цветных металлов, где важны высокая чистота и электропроводность.
Производство и контроль качества
●Сырьё:
Используется нефтяной игольчатый кокс с низким содержанием серы и золы, обеспечивающий высокую структурную однородность.
●Формование и обжиг:
Электроды прессуются под высоким давлением и обжигаются при температуре около 900 °C для повышения плотности и прочности.
●Пропитка и графитизация:
После пропитки пеком электроды проходят графитизацию при температуре свыше 2800 °C, что улучшает электропроводность и термостойкость.
●Механическая обработка:
Резьбы и торцы обрабатываются на высокоточных ЧПУ-станках по стандартам IEC 60239 и ASTM C1234.
●Контроль качества:
Каждая партия проходит неразрушающий контроль (NDT), измерения геометрии и проверку механических характеристик.
Преимущества для потребителя
●Снижение удельного расхода электродов
●Повышение производительности и сокращение времени простоя
●Снижение потребления электроэнергии
●Надёжные резьбовые соединения с низким контактным сопротивлением
Заключение
Графитовый электрод HP Ø350 мм — это высокоэффективное, надёжное и экономически выгодное решение для современных сталелитейных и ферросплавных производств. Благодаря отличным электрическим, термическим и механическим характеристикам, он является ключевым компонентом для обеспечения стабильной дуги, чистоты металла и повышения энергоэффективности плавки.
связаться с нами
Сопутствующие популярные продукты

Графитовый блок
Высокочистые графитовые блоки незаменимы в производстве УМП-электродов, электроэрозионной обработке, вакуумных печах и термосистемах монокристаллического кремния — идеальный выбор для экстремальных условий.
Графитовый электрод RP 500мм
Графитовый электрод RP 500 мм предназначен для больших дуговых печей, обеспечивая высокую проводимость, прочность и термостойкость. Современное производство снижает сопротивление и расход электрода, повышая эффективность сталеплавильного процесса — экономичное решение.

Графитовый электрод RP 550мм
Применяется в электропечах большой мощности (EAF), ковшевых печах (LF) и подводных дуговых печах (SAF). Широко используется на сталелитейных заводах с высоким объемом производства и производстве ферросплавов, особенно при годовом выпуске свыше 700 000 тонн для снижения расхода электродов и повышения стабильности процессов.
Графитовый электрод RP 300мм
Графитовый электрод RP диаметром 300 мм является экономичным и надёжным решением для дуговых печей малой и средней мощности. Он обеспечивает стабильную электропроводность и высокую устойчивость к окислению, что делает его оптимальным выбором для производства углеродистой стали, кремния и фосфора.
Графитовый электрод RP 350мм
Графитовый электрод RP Ø350 мм — оптимальное решение для среднеразмерных дуговых печей. Обеспечивает отличную проводимость, термостойкость и экономичность, снижая энергозатраты до 5%. Идеален для непрерывного плавления стали и производства ферросплавов. Узнайте больше о его возможностях!

Графитовый электрод HP
Графитовые электроды высокой мощности широко применяются в сталеплавильных дуговых печах, металлургии и высокотемпературном электролизе. Благодаря высокой проводимости и термостойкости они повышают эффективность плавки и качество продукции, являясь незаменимым материалом в современной металлургии.
Графитовый электрод RP 600мм
Идеален для ЭДП и ковшевых печей: графитовый электрод RP 600 мм обеспечивает высокую электропроводность, стабильную дугу и долгий срок службы — оптимальный выбор для металлургических заводов.
Графитовый электрод UHP 500мм
Графитовый электрод диаметром 500 мм класса UHP (сверхвысокой мощности) является ключевым расходным материалом, широко применяемым в электродуговой сталеплавильной печи (EAF) и высокотемпературной металлургии. Благодаря высокой электропроводности и отличной термостойкости он обеспечивает эффективное плавление и вторичную очистку металла, что повышает производительность и качество стали.
Графитовый лом
Высокочистый графитовый лом широко применяется в производстве электродов для дуговых и ковшевых печей, повышая электропроводность и термостойкость для эффективного выплавления и устойчивой переработки.

Графитовый электрод UHP 400мм
400 мм UHP графитовый электрод предназначен для работы в мощных электродуговых печах (EAF), ковшевых печах (LF) и печах с погружённой дугой (SAF). Он обеспечивает высокую электропроводность и термостойкость, ускоряет плавку, снижает расход электродов и повышает качество выплавляемой стали и сплавов.

Графитовый электрод RP 400мм
Графитовый электрод RP (Regular Power) диаметром 400 мм предназначен для использования в дуговых сталеплавильных печах (ДСП) при стандартной мощности. Он обеспечивает стабильное прохождение тока, устойчивую электрическую дугу и высокую механическую прочность, что делает его идеальным выбором для предприятий с годовым производством стали свыше 500 000 тонн.
Угольный электрод
Угольный электрод, подходящий для резистивных дуговых печей, используется при производстве ферросилиция и других металлов. Это энергоэффективный продукт нового поколения, позволяющий снизить затраты на плавку и увеличить экономическую выгоду.
Графитовый электрод HP 550мм
Графитовый электрод высокой мощности диаметром 550 мм представляет собой нестандартное изделие, разработанное по индивидуальному заказу для работы в условиях повышенных нагрузок. Он обладает отличной термической стабильностью, высокой электропроводностью и механической прочностью, что делает его оптимальным решением для руднотермических печей (SAF), используемых при выплавке марганцевых сплавов.
Графитовый электрод RP
Графитовые электроды RP широко применяются в электропечах малой и средней мощности при производстве стали, промышленного кремния, желтого фосфора и алюминия. Обеспечивают стабильную проводимость и термостойкость при средней плотности тока, являются незаменимыми расходными материалами в традиционной металлургии.

Графитовый электрод RP 650-700мм
Идеально подходит для выплавки стали в крупных ЭДП, ковшевой обработки и производства ферросплавов. Обеспечивает отличную электропроводность, термостойкость и механическую прочность при высоких нагрузках.
Графитовый электрод HP 450мм
Графитовый электрод HP диаметром 450 мм — идеальное решение для выплавки жёлтого фосфора и нержавеющей стали. Обеспечивает высокую проводимость, термостойкость и устойчивость к окислению при высоких нагрузках.