





Продукция





-
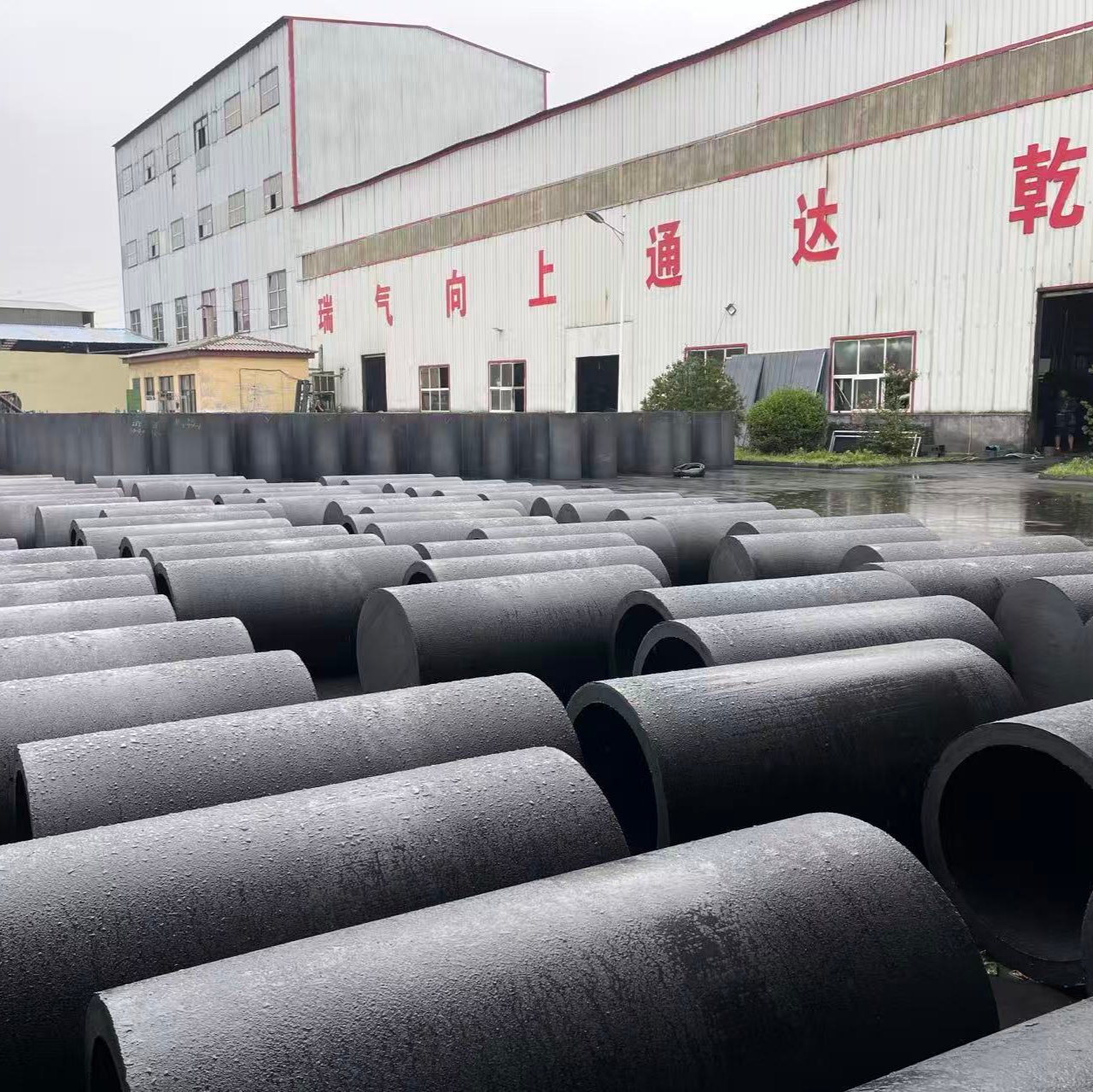
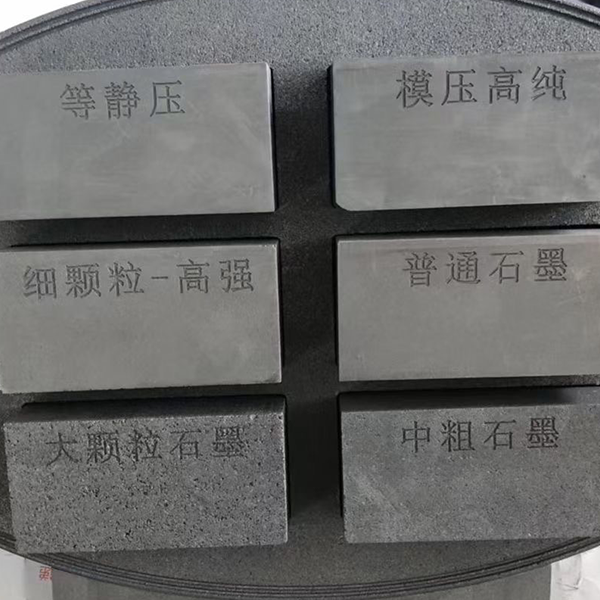
Графитовая пластина
-
Графитовый электрод UHP 650-700мм
-

Графитовый электрод RP 450мм
-

Графитовый электрод UHP
-
Графитовые изделия
-
Графитовый электрод HP 300мм
-
Графитовый электрод RP
-

Графитовый электрод UHP 300мм
-
Графитовый электрод RP 300мм
-

Графитовый электрод HP 350мм
-

Графитовый электрод UHP 500мм
-

Графитовый электрод HP 600мм
-

Графитовый электрод RP 400мм
-

Графитовый электрод HP 500мм
-
Графитовый электрод UHP 600мм
-
Графитовый электрод RP 350мм

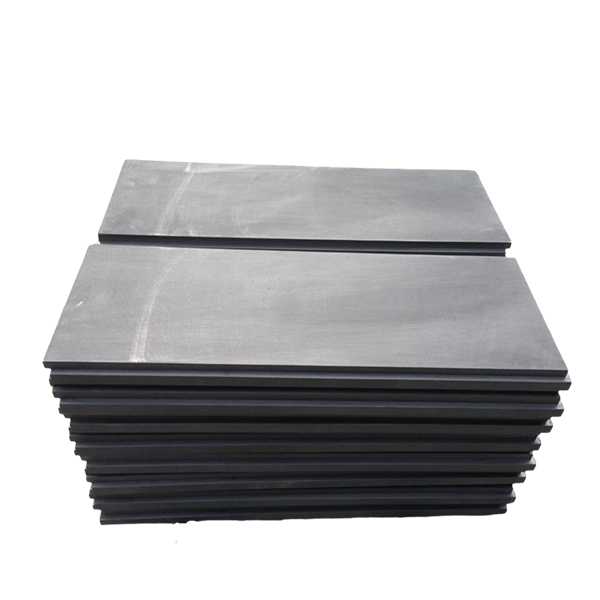
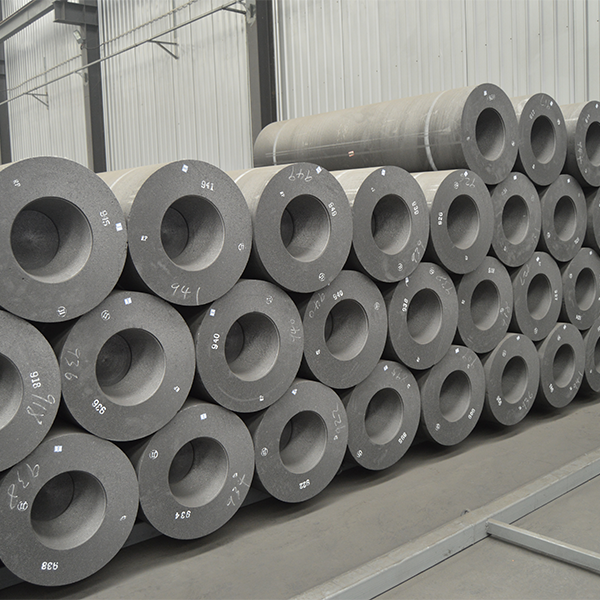
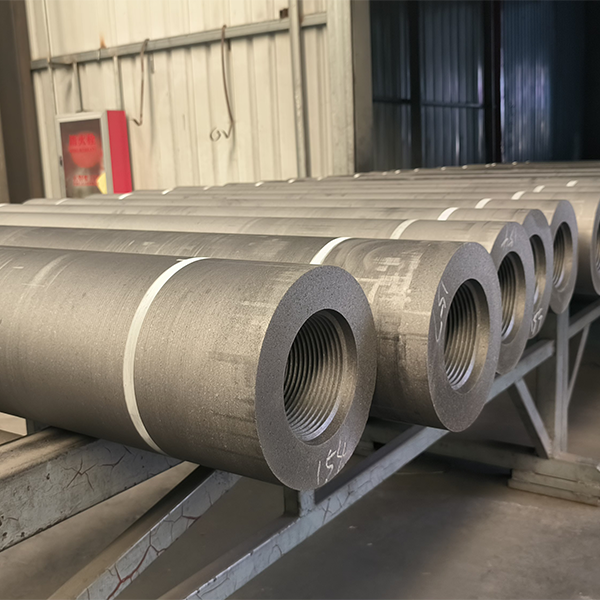
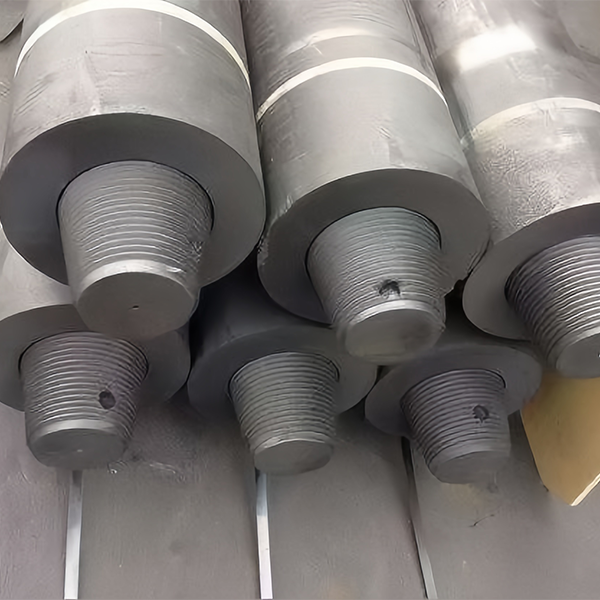
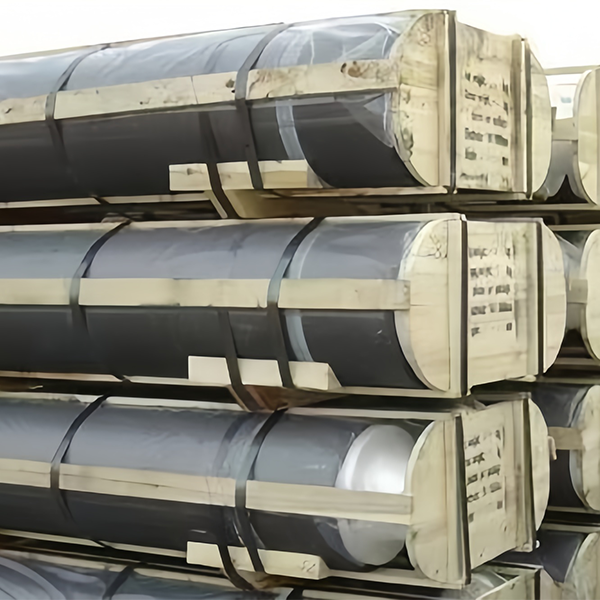
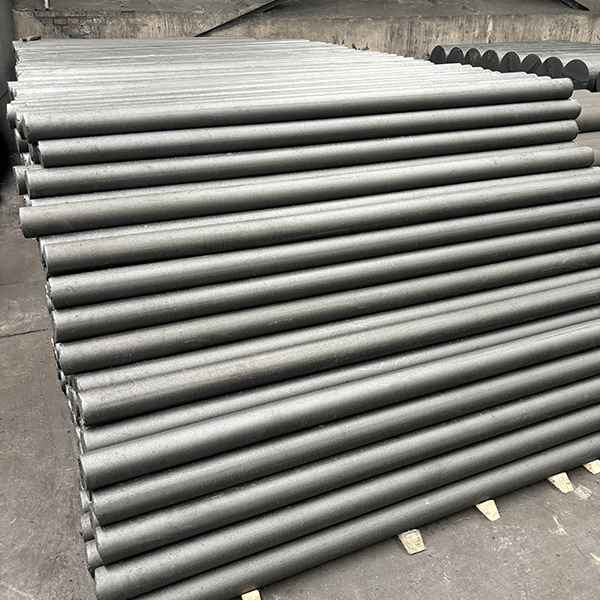
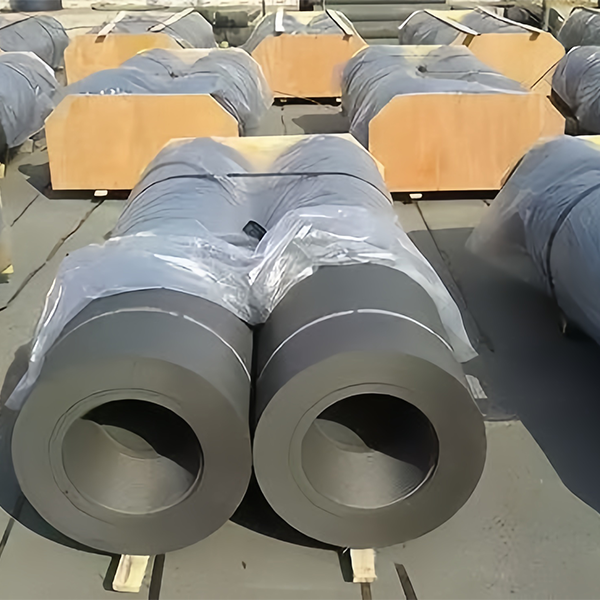
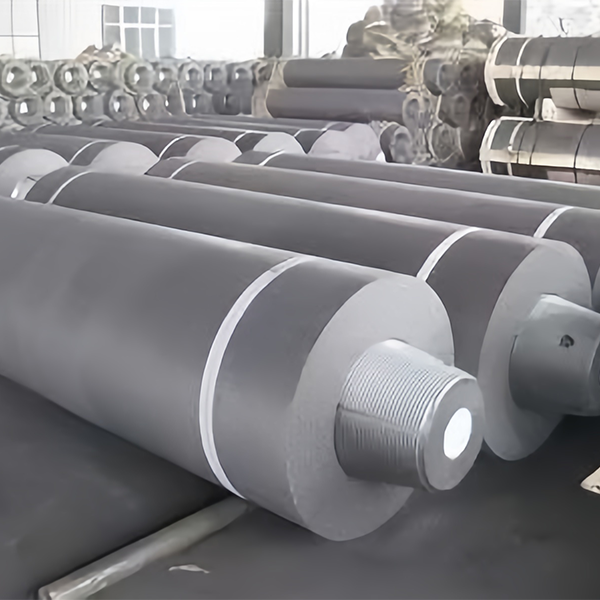
Графитовый электрод HP
Графитовые электроды высокой мощности широко применяются в сталеплавильных дуговых печах, металлургии и высокотемпературном электролизе. Благодаря высокой проводимости и термостойкости они повышают эффективность плавки и качество продукции, являясь незаменимым материалом в современной металлургии.
Описание
маркер
Введение в продукцию
Основными сырьевыми материалами для изготовления тела графитовых электродов высокой мощности являются импортный нефтяной игольчатый кокс и высококачественный нефтяной кокс производства завода PetroChina в Фушуне (КНР).
Производственный процесс включает обжиг, дозирование, смешивание, формование, обжиг, пропитку, вторичный обжиг, графитизацию и механическую обработку.
Ниппели изготавливаются из импортного нефтяного игольчатого кокса с использованием двухступенчатой пропитки и трехступенчатого обжига.
Технические характеристики графитовых электродов высокой мощности
| Параметр | Единица | Номинальный диаметр (мм) | 200~400 | 450~500 | 550~700 |
| Удельное сопротивление | мкОм·м | Электрод | 5.2 ~ 6.5 | 5.2 ~ 6.5 | 5.2 ~ 6.5 |
| Ниппель | 3.5 ~ 4.5 | 3.5 ~ 4.5 | 3.2 ~ 4.3 | ||
| Прочность на изгиб | МПа | Электрод | ≥ 11.0 | ≥ 11.0 | ≥ 10.0 |
| Ниппель | ≥ 20.0 | ≥ 22.0 | ≥ 22.0 | ||
| Модуль упругости | ГПа | Электрод | ≤ 12.0 | ≤ 12.0 | ≤ 12.0 |
| Ниппель | ≤ 15.0 | ≤ 15.0 | ≤ 15.0 | ||
| Объемная плотность | г/см³ | Электрод | 1.68 ~ 1.73 | 1.68 ~ 1.73 | 1.68 ~ 1.72 |
| Ниппель | 1.78 ~ 1.83 | 1.78 ~ 1.83 | 1.78 ~ 1.83 | ||
| Коэффициент теплового расширения (CTE) | 10⁻⁶/°C | Электрод | ≤ 2.0 | ≤ 2.0 | ≤ 2.0 |
| Ниппель | ≤ 1.8 | ≤ 1.8 | ≤ 1.8 | ||
| Содержание золы | % | ≤ 0.2 | ≤ 0.2 | ≤ 0.2 |
Технические характеристики ниппелей графитовых электродов
| Номинальный диаметр (мм) | Допустимый ток (А) | Плотность тока (А/см²) | Номинальный диаметр (мм) | Допустимый ток (А) | Плотность тока (А/см²) |
| 200 | 6500 ~ 10000 | 18 ~ 25 | 450 | 25000 ~ 40000 | 15 ~ 24 |
| 250 | 8000 ~ 13000 | 17 ~ 27 | 500 | 30000 ~ 48000 | 15 ~ 24 |
| 300 | 13000 ~ 17500 | 17 ~ 24 | 550 | 34000 ~ 53000 | 14 ~ 22 |
| 350 | 17400 ~ 24000 | 17 ~ 24 | 600 | 38000 ~ 58000 | 13 ~ 21 |
| 400 | 21000 ~ 31000 | 16 ~ 24 | 700 | 45000 ~ 72000 | 12 ~ 19 |
связаться с нами
Сопутствующие популярные продукты

Графитовый блок
Высокочистые графитовые блоки незаменимы в производстве УМП-электродов, электроэрозионной обработке, вакуумных печах и термосистемах монокристаллического кремния — идеальный выбор для экстремальных условий.
Графитовый электрод HP 300мм
Графитовый электрод HP Ø300 мм применяется в дуговых, доводочных (LF) и руднотермических (SAF) печах при выплавке стали и ферросплавов. Он обеспечивает высокую электропроводность, низкий коэффициент теплового расширения и эффективную работу в условиях экстремальных температур и электрических нагрузок.

Графитовый электрод RP 650-700мм
Идеально подходит для выплавки стали в крупных ЭДП, ковшевой обработки и производства ферросплавов. Обеспечивает отличную электропроводность, термостойкость и механическую прочность при высоких нагрузках.

Графитовый электрод RP 550мм
Применяется в электропечах большой мощности (EAF), ковшевых печах (LF) и подводных дуговых печах (SAF). Широко используется на сталелитейных заводах с высоким объемом производства и производстве ферросплавов, особенно при годовом выпуске свыше 700 000 тонн для снижения расхода электродов и повышения стабильности процессов.
Графитовый электрод HP 500мм
Графитовый электрод HP 500 мм предназначен для дуговых печей свыше 300 тонн. Обеспечивает стабильную работу при высоких температурах и нагрузках, отличается высокой проводимостью, стойкостью к окислению и низким тепловым расширением, снижая расход и повышая эффективность.
Графитовый электрод UHP
Электроды из ультравысокопроизводительного графита широко применяются в сталелитейных дуговых печах, обеспечивая высокую проводимость, термостойкость и прочность, что значительно повышает эффективность плавки и качество продукции.
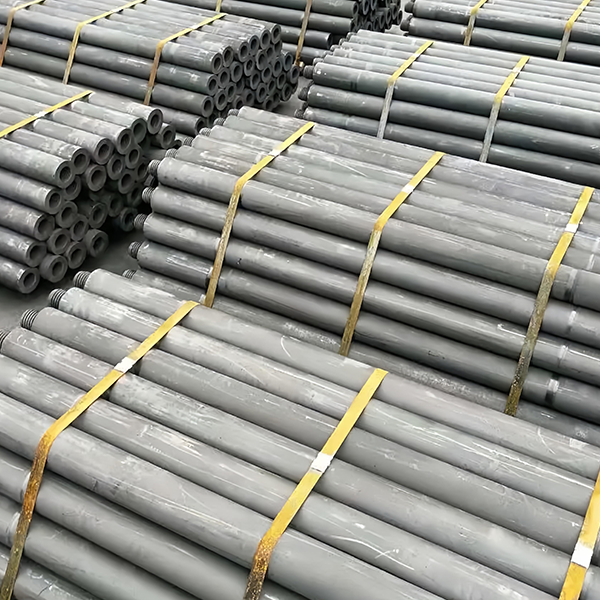
Графитовые стержни
Графитовые стержни находят широкое применение в дуговых сталеплавильных печах (EAF), электроэрозионной обработке (EDM), вакуумных и сопротивительных печах, литье сплавов, электролизе, гальванике, солнечной энергетике, литиевых аккумуляторах и водородных установках. Благодаря высокой электропроводности, термостойкости и химической инертности, графитовые стержни являются идеальным выбором для высокотемпературных и технологически сложных промышленных применений.
Графитовый электрод UHP 300мм
Электрод UHP 300 мм — оптимальное решение для ДСП, LF и SAF: высокая электропроводность, термостойкость и эффективность плавки при минимальном расходе и стабильной дуге.
Графитовый электрод HP 600мм
Графитовый электрод диаметром 600 мм класса высокой мощности (HP) специально разработан для использования в дуговых сталеплавильных печах (EAF) и руднотермических печах (SAF) большой мощности. Он обладает превосходной электропроводностью, окислительной стойкостью и термической стабильностью, что делает его идеальным выбором для металлургии при высоких температурах.

Графитированный нефтяной кокс
Графитизированный нефтяной кокс применяется в производстве электродов UHP, карбюризации стали, анодов для батарей и алюминиевых катодов, обеспечивая высокую чистоту, сверхнизкое содержание серы и отличную электропроводность.
Графитовый электрод UHP 600мм
Графитовый электрод UHP диаметром 600 мм широко применяется в дуговых (EAF) и ковшевых (LF) печах, подходит для работы при высоких температурах и нагрузках. Обладает отличной электропроводностью, термостойкостью и низким расходом, используется при плавке лома, DRI и цветных металлов, являясь идеальным решением для высокотехнологичной металлургии.

Прокаленный нефтяной кокс
Кальцинированный нефтяной кокс (CPC) широко применяется в производстве графитированных электродов для дуговых печей, анодов для алюминия, карбюризаторов в литейной промышленности и восстановителях в хлоридных процессах TiO₂, являясь незаменимым сырьём в высокотемпературной металлургии.
Графитовый электрод RP 600мм
Идеален для ЭДП и ковшевых печей: графитовый электрод RP 600 мм обеспечивает высокую электропроводность, стабильную дугу и долгий срок службы — оптимальный выбор для металлургических заводов.
Графитовый электрод UHP 550мм
Графитовый электрод UHP диаметром 550 мм, благодаря высокой электропроводности и термостойкости, широко применяется в дуговых печах (EAF) и ковшевых печах (LF). Он обеспечивает эффективное и стабильное плавление и рафинирование стали и цветных металлов, значительно повышая скорость плавки и энергоэффективность, а также гарантируя чистоту металла и качество продукции. Это ключевой расходный материал для современных металлургических предприятий.
Графитовый электрод RP 350мм
Графитовый электрод RP Ø350 мм — оптимальное решение для среднеразмерных дуговых печей. Обеспечивает отличную проводимость, термостойкость и экономичность, снижая энергозатраты до 5%. Идеален для непрерывного плавления стали и производства ферросплавов. Узнайте больше о его возможностях!

Графитовый тигель
Графитовые тигли идеально подходят для высокотемпературной плавки алюминия, меди, золота и серебра. Применяются в вакуумных и индукционных печах, обладают термостойкостью и химической инертностью.